

Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Почему расточка блока цилиндров необходима при ремонте двигателя
Во время эксплуатации двигателя цилиндры могут подвергаться износу, коррозии или попаданию посторонних веществ, что может привести к ухудшению герметичности и неправильной работе двигателя. Расточка блока цилиндров позволяет восстановить идеально гладкую и герметичную поверхность цилиндров, которая обеспечивает оптимальное сжатие и минимизирует потери мощности.
Также расточка блока цилиндров позволяет устранить неровности поверхности, такие как царапины или вмятины, которые могут привести к неправильному герметичному контакту поршней и поршневых колец с цилиндрами
Это особенно важно при замене поршней или поршневых колец, чтобы обеспечить правильную работу двигателя и исключить протечку газов через зазоры между поршнями и цилиндрами
Расточка блока цилиндров также позволяет убрать износ и неровности на стенках цилиндров, которые могут вызывать различные проблемы, такие как протечки масла или ухудшение компрессии. После расточки цилиндры становятся идеально гладкими и герметичными, что обеспечивает оптимальную работу поршней и поршневых колец.
Итак, расточка блока цилиндров является неотъемлемой частью ремонта двигателя, которая позволяет восстановить геометрические параметры цилиндров, улучшить герметичность и общую производительность двигателя. Эта процедура помогает продлить срок службы двигателя, улучшить его эффективность и предотвратить возможные проблемы, такие как протечки масла или топлива, снижение компрессии и потери мощности.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.








Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.
Определение расточки блока цилиндров
Главной задачей расточки блока цилиндров является восстановление идеально ровной поверхности цилиндров, чтобы обеспечить герметичность и оптимальное сцепление поршней с цилиндрами. Расточка помогает удалить износ, засорения, следы коррозии и другие повреждения, которые могут возникнуть в результате работы двигателя.
Процесс расточки блока цилиндров начинается с тщательной очистки и обработки поверхности. Затем на расточном станке с помощью специальных режущих инструментов производится удаление тонкого слоя металла с поверхности блока цилиндров. При этом происходит выравнивание поверхности и удаление износа, восстанавливая исходные размеры и геометрию цилиндров.
После расточки блока цилиндров проводится процесс обработки поверхности – шлифовка. Этот шаг необходим для достижения максимально гладкой поверхности, на которой будет обеспечиваться оптимальное сцепление поршней с цилиндрами. Шлифовка также помогает удалить остатки металла и привести поверхность к идеально ровному состоянию.
Определение расточки блока цилиндров – это процесс, требующий использования специализированного оборудования и профессиональных навыков. Неправильное выполнение расточки может повредить блок цилиндров и привести к внутренним повреждениям двигателя. Поэтому рекомендуется доверить расточку блока цилиндров опытным специалистам, которые смогут выполнить эту операцию с высокой точностью и качеством.
Процесс расточки цилиндра
Процесс расточки цилиндра относительно несложный. Однако, он займет очень много времени монотонной работы.









Кроме оправки также понадобится хорошая влагостойкая наждачная бумага крупной фракции, а также пару листов наждачной бумаги мелкого зерна для набивки зеркала. Когда все инструменты есть в наличие, то можно приступать непосредственно к процессу расточки цилиндра. Для этого необходимо вставить наждачную бумагу крупной фракции в паз, после чего обернуть ей оправку. Наждачную бумагу следует также хорошо пропитать маслом и можно вставлять в цилиндр.
Следует следить за тем, чтобы оправка с наждачкой правильно входили в цилиндр, иначе есть риск расточить его не под ремонтный размер. Для этого нужно осуществить проверку. После того, как оправка обмотана наждачной бумагой, следует ее поместить в цилиндр, если она слишком свободно входит, то под наждачку нужно подложить бумагу, и снова попробовать. Необходимо добиться того, чтобы оправка с наждачкой в цилиндр входили туговато, с помощью вращения. Когда все сделано, можно начинать вращать инструмент для растачивания внутри цилиндра.
При этом следует каждый раз наждачную бумагу смазывать маслом – это предотвратит ее частое забивание. Как только появилось чувство, что наждачка внутри цилиндра вращается легко, нужно снова под нее подложить бумагу и продолжить процесс. По ходу расточки цилиндра, следует периодически пробовать вставлять в него ремонтный поршень. Когда поршень будет входить в цилиндр туго, можно менять наждачную бумагу на более мелкую, и начинать набивать зеркало.
Следует следить за тем, чтобы во время расточки цилиндра мотоцикла поршень не болтался, но и его движение было не затруднено.
Ведь мотоциклы имеют воздушное охлаждение и цилиндр нагревается очень сильно, поэтому плотная его расточка может привести к тому, что поршень будет клинить при нагреве, и обкатка мотоцикла принесет одни мучения.
Прежде, чем начать растачивать цилиндр мотоцикла самостоятельно, следует помнить о том, что лучше всего это дело сделает специалист на специальном расточном станке.
В данном случае, цилиндр будет расточен идеально. А вот вручную идеальной расточки можно и не добиться, в результате чего просто потеряется драгоценное время на пустую работу, которую все равно придется переделывать. Поэтому, лучше всего, отдать цилиндр на расточку в мастерскую.
Рекомендуем посмотреть:
-
Как разобрать боковое зеркало ваз 2110
- Как вставить зеркало заднего вида в держатель
- Интересные приспособления для домашней мастерской
-
Самодельные устройства и приспособления
- Как снять зеркало с зеркала заднего вида
- Рубанок для шпаклевки авто
Причины и показания
Не имеет значения, с какой целью вы решили провести «капиталку» движка, насущная ли это необходимость или погоня за дополнительной мощностью, вам всё равно придётся растачивать цилиндры. Поршневая система находится под постоянной нагрузкой, она работает с сумасшедшей скоростью, и малейший изъян в стенке цилиндра отзовётся повышенным износом деталей. При движении вниз поршень должен, не встречая сопротивления, пройти всю длину цилиндра. Если же стенка неровная, на ней есть царапины или с течением времени образовались ступенчатые неровности, ход поршня нарушается. Его импульс при движении слишком велик, чтобы оставить такое изменение без последствий: удар нарушает структурную целостность поршня. Если, конечно, поверхность цилиндра покрыта никель-кремниевым сплавом, то такие проблемы возникают очень редко, но много ли сейчас таких двигателей?
![]()
Пускать это на самотёк никак нельзя, ведь царапины и «ступеньки» в цилиндре планомерно разрушают поршень. Дело даже не в вибрациях двигателя, хотя в них, разумеется, тоже нет ничего хорошего. Это банально убивает вашу машину. Поэтому не тяните с расточкой блока цилиндров! Если цилиндр и поршень не прилегают друг другу идеально ровно, в двигателе возникнет потеря компрессии. Она повлечёт за собой повышенный расход масла и топлива, вибрации двигателя и перегрев. Худший сценарий развития событий — разлетятся поршневые кольца, и тогда осколки могут оставить на стенках цилиндра такие повреждения, которые не получится убрать никакой расточкой. Но даже если дела пойдут не по худшему пути, износ деталей двигателя превращается в бомбу замедленного действия.
Безусловно, капитальный ремонт — недешёвая процедура, ведь для него используется высокоточное оборудование. Для цилиндра и поршня 5 сотых долей миллиметра уже являются критичным показателем; такие величины нельзя «отловить на глаз». Поэтому для такой работы используется специальный оборудование — станок для расточки блока цилиндров. Он, конечно, лежит не в каждом гараже. Частота оборотов шпинделя такого станка зависит от модели, но стандарт де-факто — 1200 оборотов в минуту с плавнопеременной скоростью вращения. Такие параметры позволяют сгладить неровности и привести поверхность стенки цилиндра в идеальное состояние.
![]()
Недостатки капитального ремонта
Помимо того, что сама по себе процедура требует внимания и сноровки (не говоря уже об оборудовании), у концепции капитального ремонта есть и свои недостатки.
Например, при многократной расточке цилиндров их стенки утончаются настолько, что могут не справиться с нагрузкой и температурным режимом. Это маловероятный сценарий, но тем не менее — хорошо подумайте, прежде чем раз за разом растачивать блок.
Ещё один момент — это падение КПД двигателя. Так как объём двигателя, пусть и незначительно, увеличивается — увеличивается и мощность. Неконтролируемый рост этих показателей может разбалансировать вашу машину.
Ну, и кроме того, могут возникнуть вопросы при прохождении техосмотра. Ведь новые параметры двигателя не будут соответствовать первоначальным
Так что при расточке блока цилиндров соблюдайте умеренность и осторожность
Что такое хонингование
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.







![]()
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
![]()
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
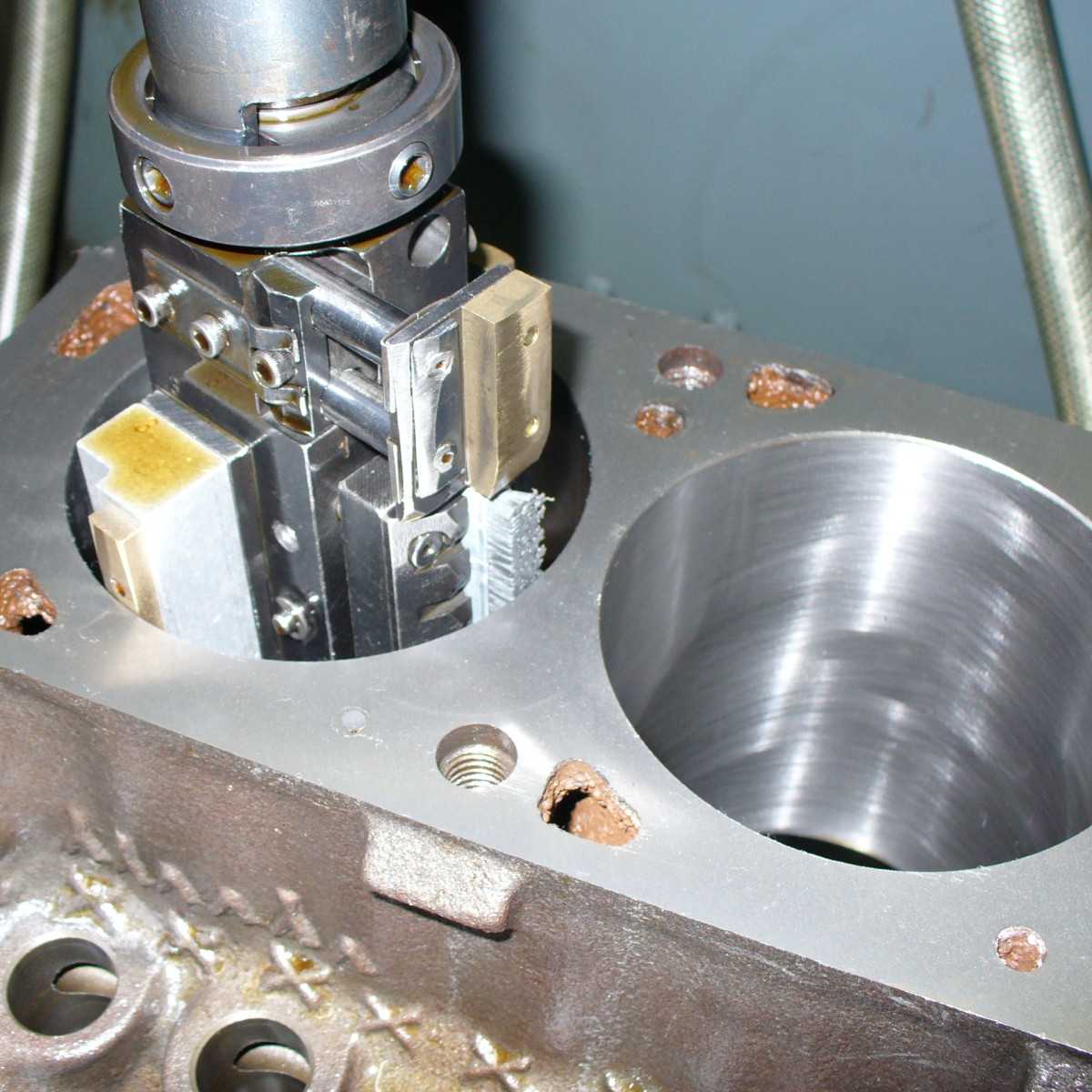
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
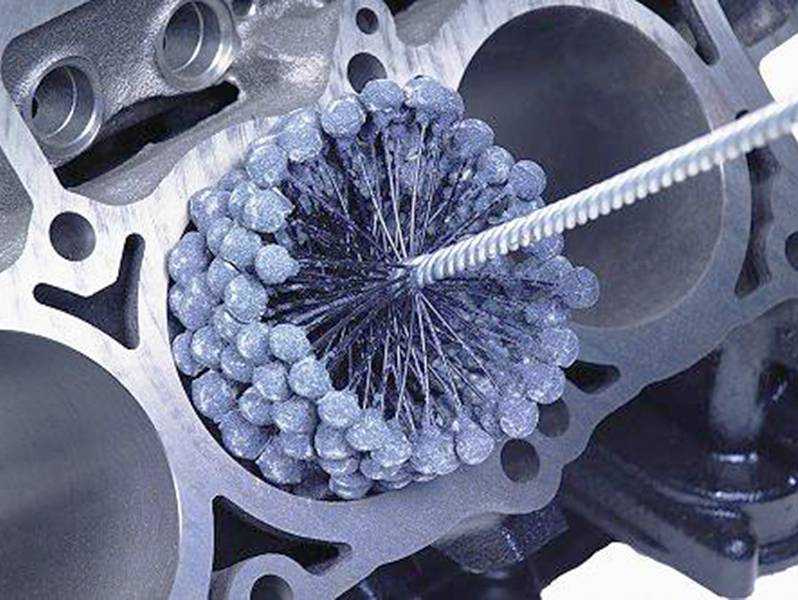
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.