

Похожие патенты RU2267415C1
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для разборки-сборки передних мостов тракторов | 1990 |
|
SU1772020A1 |
| Передвижной гайковерт | 1980 | SU982887A1 | |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Стенд для разборки распрессовкой редукторов | 1983 | SU1144825A1 | |
| Стенд для смены калибров в неразъемных клетях редукционного стана | 1973 |
|
SU512811A1 |
| СТЕНД ДЛЯ МОНТАЖА И ДЕМОНТАЖА КОЛЕСНОЙ ПАРЫ КОЛЕСНО-МОТОРНОГО БЛОКА ЛОКОМОТИВА | 2003 |
|
RU2264938C2 |
| Стенд для сборки и разборки колеса большегрузного автомобиля | 1982 |
|
SU1122523A1 |
| Гайковерт | 1976 |
|
SU682359A1 |
| Инерционный гайковерт | 1980 | SU969506A1 | |
| Стенд для разборки и сборки агрегатов автомобилей | 1985 | SU1350000A1 |
Формула изобретения RU 2 267 415 C1
Стенд для разборки-сборки редукторов ведущих мостов автомобилей, содержащий установленную на полу стойку с поворотным столом, фиксирующимся с помощью стопора, тяги и педали, сверху закреплена двухшарнирная консоль с установленным на ней механическим гайковертом с приводом от электродвигателя для отвертывания болтов крепления крышек подшипников дифференциала, отличающийся тем, что стол оснащен двумя сменными гнездами, на которые устанавливают редукторы ведущих мостов, закрепленные винтовыми прижимами, и двумя сменными гнездами, предназначенными для установки дифференциалов и ведущих конических шестерен, а также стенд оснащен дополнительной двухшарнирной консолью с установленным на ней пневматическим прессом для распрессовки и запрессовки подшипников, на штоке которого закреплены сменные пуансоны.
Технологический процесс сборки двигателей после капитального ремонта
Сборка двигателей на авторемонтных заводах производится аналогично сборке двигателей на Камском объединении по производству большегрузных автомобилей.
Детали на сборку поступают следующим образом: базовые детали (блоки цилиндров, головки блоков цилиндров, коленчатые валы, распределительные валы) — с постов их восстановления и испытания; остальные детали — с комплектовочного отделения. Поступающие на сборку детали должны быть очищены от грязи, лаковых отложений, нагара и накипи, обезжирены, промыты и высушены. Масляные каналы и отверстия в деталях после очистки промываются под давлением и продуваются сжатым воздухом. Они должны соответствовать чертежам и требованиям ТУ завода-изготовителя.
Не допускаются к сборке крепежные детали (болты, шпильки, гайки) с изношенными или помятыми гранями. Повреждения резьбы более 2 ниток исправляются резьбонарезным инструментом.
Сборка двигателей производится на конвейере поточным методом в следующей последовательности: после установки блока цилиндров на стенд конвейера на его станки устанавливаются заглушки и уплотнения; в постели коренных подшипников укладывается коленчатый вал; подшипники закрываются крышками; во втулки распределительного вала вставляется распределительный вал; в гнезда помещаются гильзы цилиндров, а в гильзы — поршни в сборе с кольцами, пальцами и шатунами; нижние головки шатунов надеваются на шатунные шейки коленчатого вала и закрываются крышками; монтируются штанги и направляющие с толкателями; на верхнюю часть блока помещаются головки, а его нижняя часть после установки масляного насоса закрывается поддоном. Детали в сопряжениях двигателя собираются в соответствии со сборочными чертежами. Допуски и посадки деталей в сопряжениях должны соответствовать данным, приведенным в табл. 31. После всех сопряжений на двигатель устанавливается навесное оборудование.
Установка блока цилиндров на стенд конвейера производится с помощью мостового крана. На стенде на блок цилиндров вставляются заглушки, пробки, нижние уплотнительные кольца гильз цилиндров и верхние уплотнительные кольца гильз цилиндров без скручивания и излишнего растягивания.
31. Допуски и посадки (зазоры и натяги) в сопряжениях деталей двигателей КамАЗ-740, мм
| Номер и наименование сопряженной детали | Размер | Зазор (натяг) в сопряжении | ||
| по рабочему чертежу | допустимый без ремонта | по рабочему чертежу | после капитального ремонта | |
| 740.1002011. Блок цилиндров — диаметр отверстия под бурт гильзы цилиндров | 145 | — | —0,74…—0,39 | —0,74…—0,39 |
| 740.1002021. Гильза цилиндров — наружный диаметр | 146 | — | — | — |
| 740.1002011. Блок цилиндров — диаметр верхнего посадочного отверстия под гильзу | 137,5 | 137 | — | — |
| 740.1002021. Гильза цилиндров — диаметр верхнего посадочного пояска | 137,5 | — | —0,01…—0,05 | —0,05…—0,07 |
| 740.1002011. Блок цилиндров — диаметр нижнего посадочного отверстия под гильзу | 134 | 134 | — | — |
| 740.1002021. Гильза цилиндров — диаметр нижнего посадочного пояска | 134 | — | —0,01…—0,05 | —0,03…—0,07 |
| 740.1002011. Блок цилиндров — диаметр гнезда под вкладыши коренных подшипников | 100 | 100,03 | — | — |
| 740.1005170. Вкладыши коренных подшипников — толщина вкладыша | 2,5 | — | +0,156…+0,096 | +0,165…+0,096 |
| 740.1005020. Вал коленчатый: | ||||
| диаметр коренных шеек | 96-0,015 | 94,98 | +0,096…+0,156 | +0,096…+0,156 |
| диаметр шатунных шеек | 80-0,013 | — | +0,07…+0,117 | +0,07…+0,117 |
| 740.1002011. Блок цилиндров — ширина гнезда под крышку подшипника коленчатого вала | 170 | 170,03 | — | — |
| 740.1005140. Крышка подшипника коленчатого вала — ширина крышки | 170 | — | +0,001…+0,024 | +0,001…+0,024 |
Установка сцепления
Сцепление перед установкой на маховик тщательно обдувается сжатым воздухом. При установке сцепления на маховик ведомые диски центрируются относительно оси коленчатого вала с помощью шлицевой оправки.
Средний ведущий диск в сборе и нажимной диск с кожухом в сборе устанавливаются на маховике двигателя без дополнительной подгонки, причем средний ведущий диск должен перемещаться в пазах маховика под давлением отжимных рычагов. При установке среднего ведущего диска поверхности концов отжимных рычагов смазываются смазкой № 158.
Затяжка болтов крепления нажимного диска сцепления с кожухом в сборе к маховику производится равномерно без перекосов. Окончательно болты затягиваются моментом 55—63 Н*м.
Собранный двигатель окрашивается алюминиевой нитроглифталевой эмалью НЦ МРТУ-10-895-69 без грунта. Стартер, генератор, масляные фильтры, воздушный фильтр и крыльчатка вентилятора окрашиваются в черный цвет эмалью НЦ-184.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.
Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место
На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм
В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина
Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.








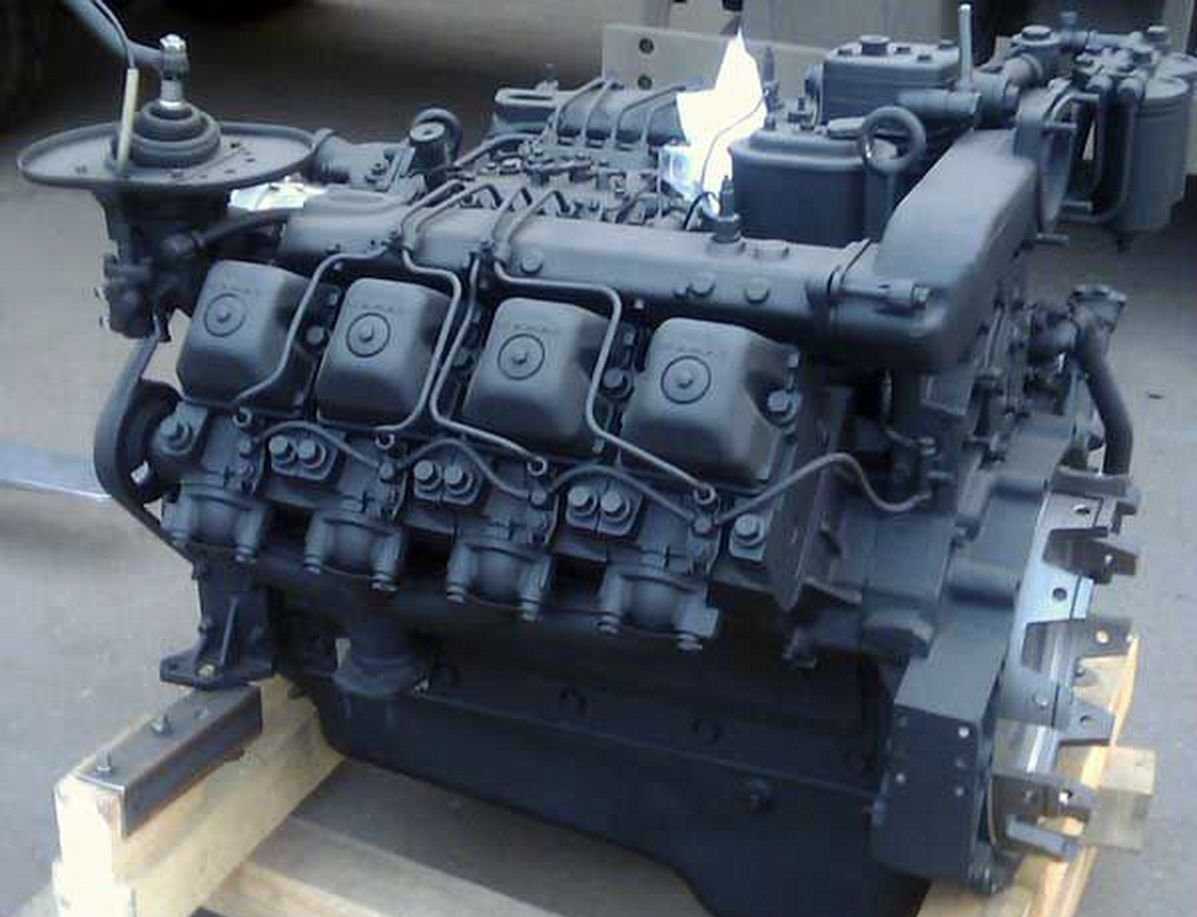
Общее устройство и техническая характеристика двигателя КамАЗа 740.10
На автомобилях КамАЗ устанавливаются восьмицилиндровые,
V-образные, четырехтактные дизели модели 740 с жидкостным охлаждением.
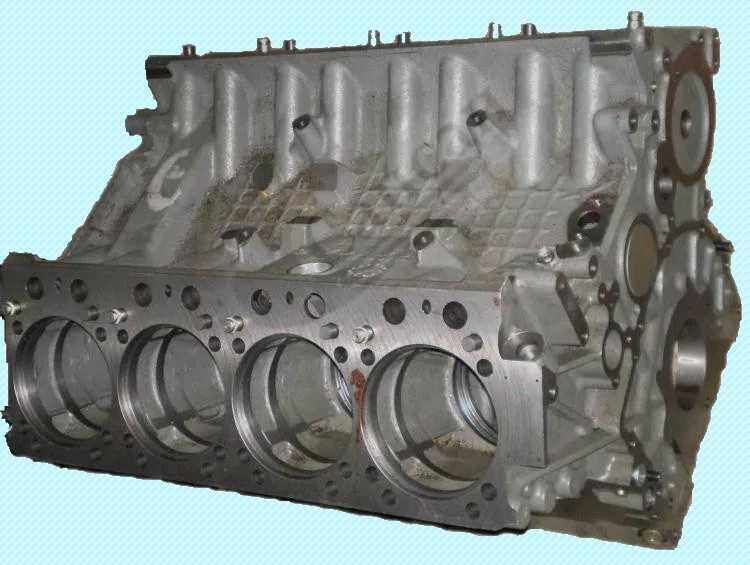
Блок-картер двигателя отлит из чугуна и снизу закрыт
штампованным поддоном. В расточках блоков установлены гильзы цилиндров
«мокрого» типа. Сверху гильзы закрыты индивидуальными головками.
Механизм газораспределения верхнеклапанный. В нижней части развала блока
установлен распределительный вал. Под ним в коренных опорах — коленчатый вал.
В передней части блока с коленчатым валом установлена
гидромуфта привода вентилятора. С правой стороны блока крепятся центробежный
фильтр очистки масла, масляный фильтр, маслозаливная горловина и щуп для
контроля уровня масла в поддоне. С левой стороны нижней части блока установлен
электростартер .
С наружной стороны боковых поверхностей головок цилиндров крепятся
выпускные трубопроводы, с внутренней стороны — впускные трубопроводы и
водоотводящие трубы. Сверху к впускным трубопроводам крепится фильтр тонкой
очистки топлива. На передних концах водоотводящих труб установлены термостаты
системы охлаждения двигателя.
В развале блок-картера размещены топливный насос высокого
давления, компрессор и насос гидроусилителя рулевого управления.
Указанные конструктивные решения, а также применение
автоматической гидромуфты в приводе вентилятора и двух термостатов в системе
охлаждения, эффективная очистка масла, топлива и воздуха обеспечивают высокую
долговечность деталей и узлов двигателя.
Основные параметры двигателя модели 740.10 приведены в
технической характеристике (табл.1)
Таблица 1.
Техническая характеристика
| Модель двигателя | 740.10 |
| Тип двигателя | С воспламенением от сжатия |
| Число тактов | Четыре |
| Число цилиндров | Восемь |
| Расположение цилиндров | V-образное |
| Угол развала | 90° |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Диаметр цилиндра и ход поршня, мм | 120×120 |
| Рабочий объем, л | 10,85 |
| Номинальная мощность брутто, кВт (л. с) | 176(240) |
| Максимальный крутящий момент брутто.Н. м (кгс. м) | 833(85) |
| Частота вращения коленчатого вала, мин: | |
|
— номинальная — при максимальном крутящем моменте — на холостом ходу, не более: минимальная максимальная |
2200 1200-1600 600±50 2930 |
| Модель ТНВД | 337-40 |
| Модель форсунки | 273-30 |
| Давление начала подъема иглы форсунки, МПа (кгс/см): — в эксплуатации, не менее — новой (заводской регулировки) |
19,61 (200) 21,37-22,36(218-228) |
Высокая литровая мощность и низкий удельный расход топлива
достигнуты форсированием двигателя по частоте вращения, применением совершенного
смесеобразования, высокой степени сжатия и использованием тороидальной камеры
сгорания.
Трудоемкость технического обслуживания двигателя в процессе
эксплуатации значительно снижена благодаря применению закрытой системы
охлаждения с всесезонной специальной охлаждающей жидкостью, высококачественных
моторных масел двухступенчатого воздухоочистителя сухого типа, эффективных
топливных и масляных фильтров.
Высокие пусковые качества двигателя при низких температурах
обеспечены применением аккумуляторных батарей повышенной емкости, мощного
стартера, маловязкого моторного масла и системы предпускового разогрева
двигателя.
Двигатель состоит из кривошипно-шатунного механизма и
механизма газораспределения и систем смазки, охлаждения, разогрева, питания
топливом, питания воздухом и выпуска отработавших газов.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.








На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.
Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе
Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут
То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Установка генератора
Генератор устанавливается на двигатель так, чтобы обеспечивалось плотное прилегание передней лапы генератора к опоре блока цилиндров. После установки генератора на двигатель производится регулировка натяжения приводных ремней. Нормально натянутый ремень при нажиме усилием 40 Н на середину ветви должен прогибаться на 10—15 мм, как показано на рис. 74. Для привода агрегатов применяются только комплекты ремней. Затяжка пальца генератора стяжным болтом производится в последнюю очередь.
Рис. 74. Проверка и регулировка натяжения ремней вентилятора:
1 — винт регулировочной планки натяжения ремня вентилятора; 2 — ось натяжной планки; 3 — шкив генератора; 4 — ремень вентилятора; 5 — шкив; 6 — шкив крыльчатки вентилятора
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Реферат патента 2006 года СТЕНД ДЛЯ РАЗБОРКИ-СБОРКИ РЕДУКТОРОВ ВЕДУЩИХ МОСТОВ
Изобретение относится к стендам для проведения разборочно-сборочных работ при ремонте редукторов ведущих мостов автомобилей. Стенд для разборки-сборки редукторов ведущих мостов автомобилей содержит установленную на полу стойку с поворотным столом, фиксирующимся с помощью стопора, тяги и педали, сверху закреплена двухшарнирная консоль с установленным на ней механическим гайковертом с приводом от электродвигателя для отвертывания болтов крепления крышек подшипников дифференциала. Стол оснащен двумя сменными гнездами, на которые устанавливают редукторы ведущих мостов, закрепленные винтовыми прижимами, и двумя сменными гнездами, предназначенными для установки дифференциалов и ведущих конических шестерен. Стенд оснащен дополнительной двухшарнирной консолью с установленным на ней пневматическим прессом для распрессовки и запрессовки подшипников, на штоке которого закреплены сменные пуансоны. Техническим результатом является обеспечение возможности разборки-сборки редукторов ведущих мостов автомобилей разных марок, а также обеспечение возможности разборки и сборки узлов редукторов. 1 ил.![]()
Сборка и установка масляного насоса и поддона картера
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50—60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50—60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
Сборка коленчатого вала и установка его в блок цилиндров
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 63.





Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
Рис. 63. Коленчатый вал в сборе:
1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.