
Замена цилиндро-поршневой группы на КАМАЗе, руководство
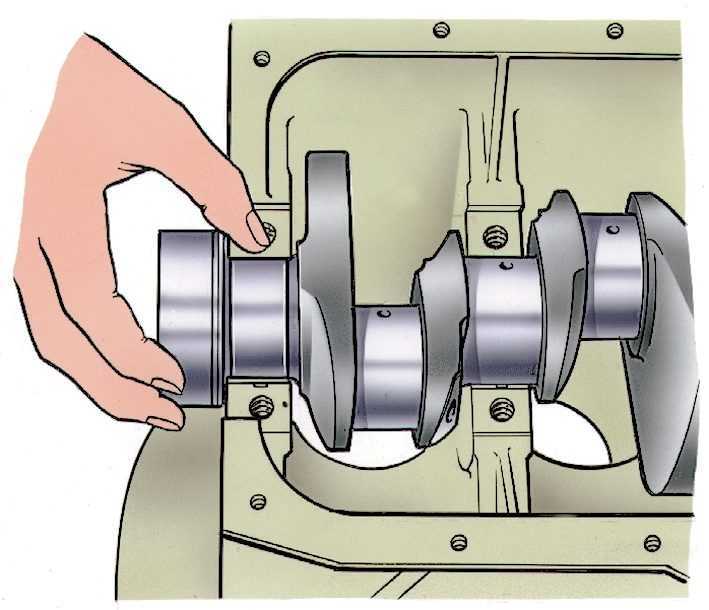
Сняв головку цилиндра, удаляют нагар с верхнего пояса гильзы. Открутив гайки болтов крепления крышки шатуна, устанавливают на крышку шатуна съемник (рис. 4.9).
Приспособление для снятия крышки шатуна: (рис. 4.9): 1 — ручка; 2 — боёк; 3 — стержень; 4 — захваты
Далее с помощью съемника снимают крышку и вынимают с помощью деревянной оправки поршень в сборе с шатуном. Из блока цилиндров с помощью съемника (рис. 4.10) выпресовывают гильзу и снимают уплотнительное кольцо.
Съемник гильз цилиндров И-801.05.000: (рис. 4.10): 1 — винт; 2 — рукоятка; 3 — корпус; 4 —- опора; 5 — захват; 6 — гильза цилиндра
Смазав уплотнительные кольца гильзы цилиндра и заходные фаски гильзы и блока цилиндров моторным маслом, устанавливают гильзу в блок цилиндров с помощью специального приспособления или медной оправки и запрессовывают. Смазав вкладыши шатунных подшипников, размещают их в крышках и нижних головках шатунов. Выступы на вкладышах должны совпадать с выточками на крышке и на шатуне. С помощью приспособления устанавливают поршень в сборе с шатуном и кольцами в цилиндр. Индекс поршня должен совпадать с индексом гильзы цилиндра. Поршень с индексом 10 можно устанавливать в любые гильзы. При этом поршень ориентируют выточками под клапаны на днище поршня в сторону развала блока цилиндров. Установив крышку шатуна на шатун, закрепляют ее болтами с гайками . Клейма спаренности из цифр на шатуне и его крышке должны быть одинаковыми. Канавка на шатуне должна совпадать с замковым усом на крышке шатуна. Затем производят окончательную затяжку гаек шатунных болтов до удлинения болтов на 0,25. 0,27 мм. Гайки шатунных болтов M13x1,25, изготавливаемые с июля 1985 г., затягивают с моментом 120. 130 Н*м (12. 13 кгс*м). С помощью щупов проверяют зазор между торцами нижней головки шатуна и щеками коленчатого вала; он должен быть не менее 0,15 мм.
Далее устанавливают головку цилиндров, масляный насос и масляный картер двигателя, заливают в картер двигателя масло, а в систему охлаждения и отопления — охлаждающую жидкость. Опустив кабину автомобиля, включают «массу», запускают двигатель и проверяют его работу и герметичность системы охлаждения и смазочной системы. Подтекания охлаждающей жидкости и масла, стук клапанов не допускаются.
Источник статьи: http://kamadocs.ru/zamena-cilindro-porshnevoy-gruppi-kamaz.html
Установка коленчатого вала под регулировку цилиндров
Теперь убираем стопор и проворачиваем коленчатый вал на два отверстия маховика, что соответствует углу поворота в 60 градусов, в этом положении клапана 1 и 5 цилиндров полностью закрыты.
Порядок регулировки клапанов
1 . 5 — 4 . 2 — 6 . 3 — 7 . 8
Постоянно путаешься в направлении вращения коленчатого вала. Что бы себя проверить есть простой способ, встаньте перед кабиной, и представьте, что вы заводите мотор с рукоятки по часовой стрелке, в эту сторону и должен вращаться маховик, то есть если снизу вращать маховик с помощью прута, прут будет двигаться в сторону аккумуляторных батарей
Итак, регулируем клапана 1 и 5 цилиндров. Затем проворачиваем маховик на 6 отверстий, что соответствует 180 градусам угла поворота, и регулируем клапана 4 и 2 цилиндров. Проворачиваем ещё на 6 отверстий и регулируем клапана 6 и 3 цилиндров. И в последний раз проворачиваем на 6 отверстий, регулируем клапана 7 и 8 цилиндров.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.
Гаситель вращательных моментов
Вам будет интересно:Грузоподъемность ЗИЛ-130: технические характеристики, эксплуатация и ремонт
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.
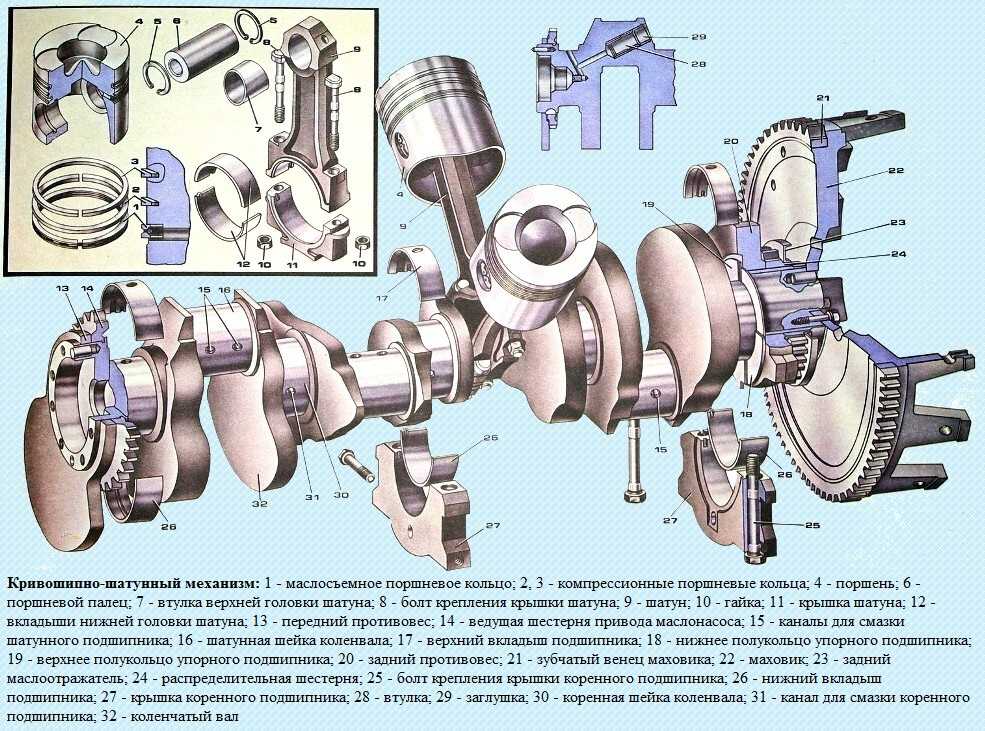
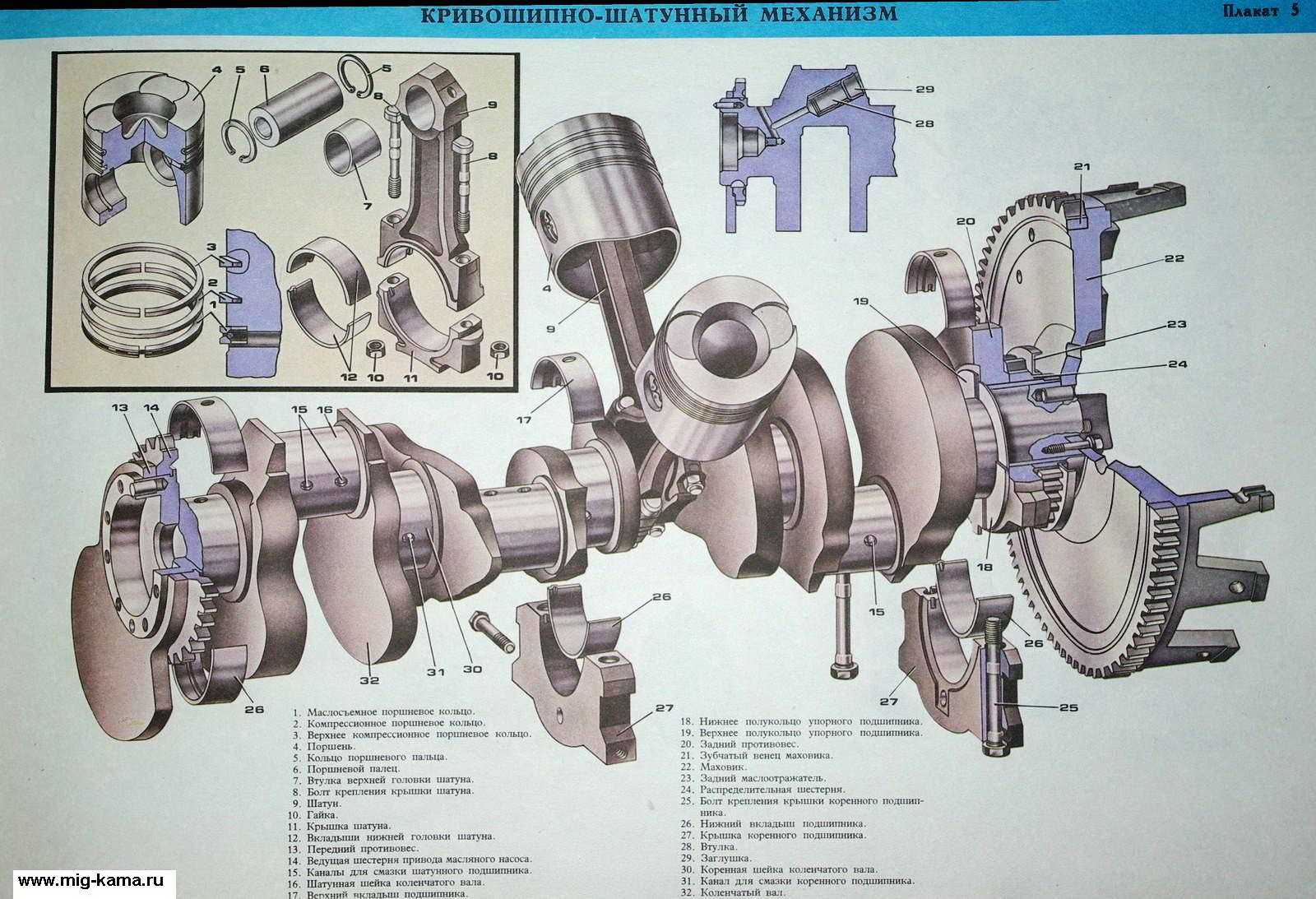
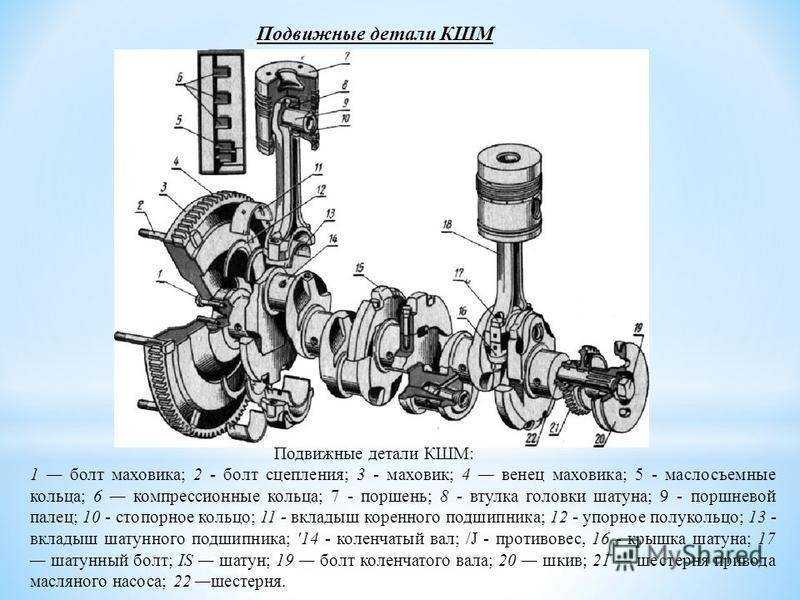
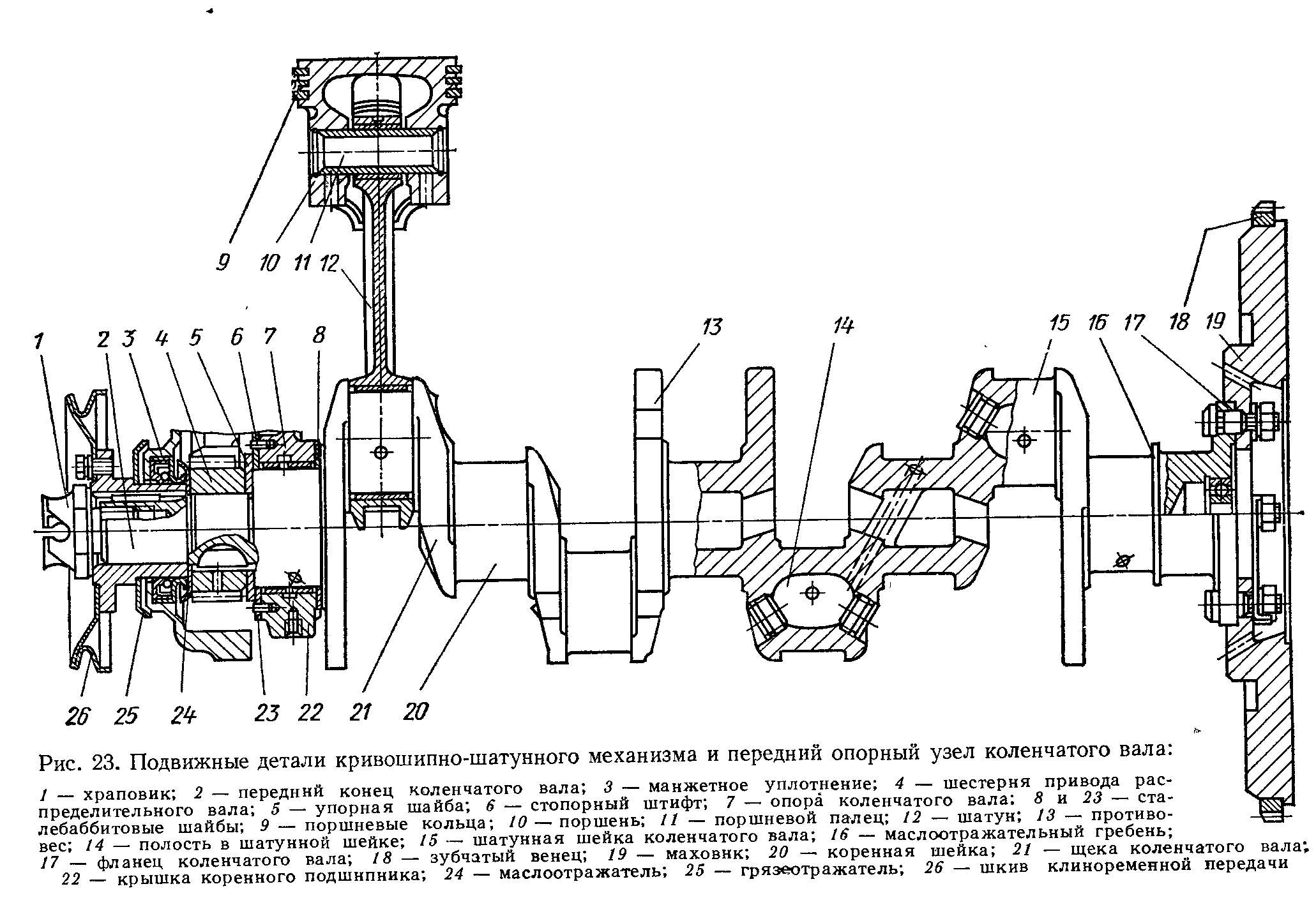
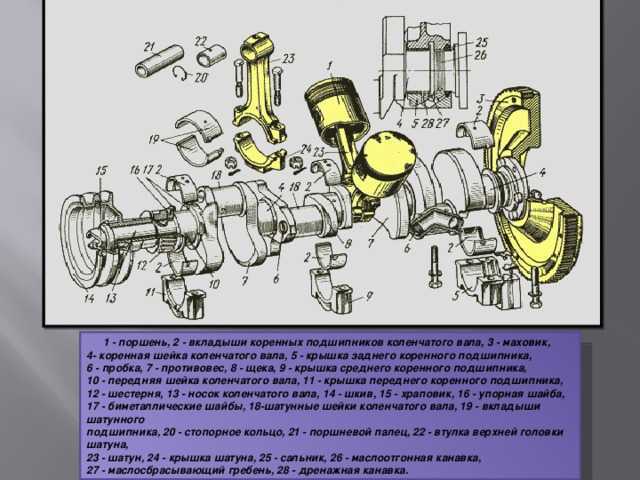
Устройство кривошипно-шатунного механизма
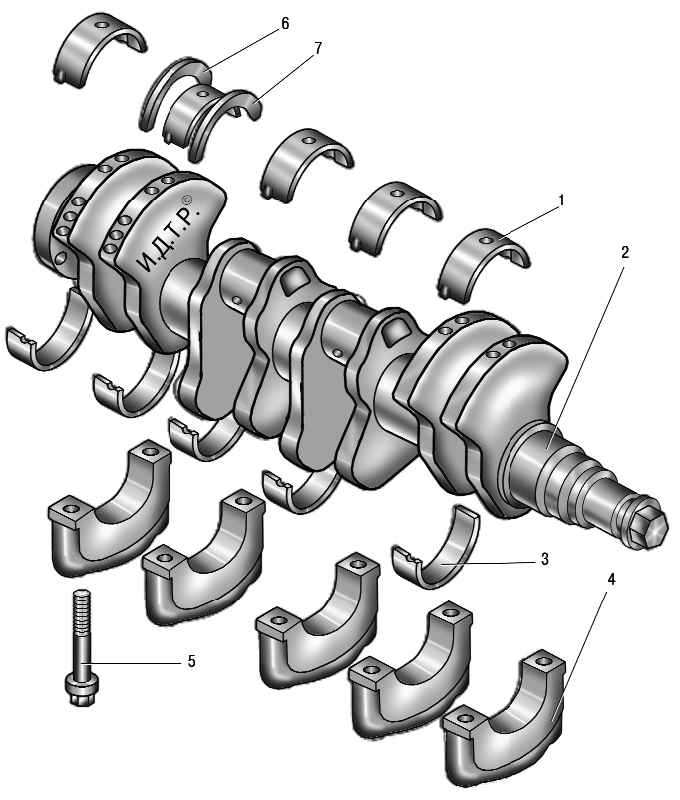
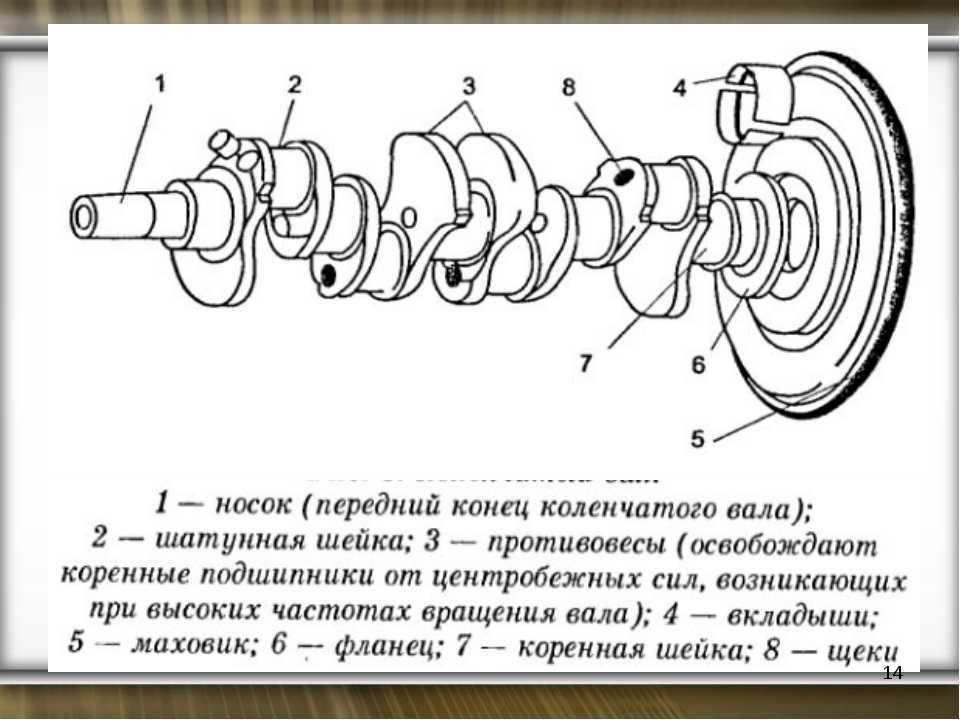
Коленчатый вал (рис.1) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис.2).
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11 .
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2. напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис.1).
В расточку хвостовика коленчатого вала запрессован шариковый подшипник 5 (рис.2).
Рис.1. Коленчатый вал.
Рис.2. Установка упорных полуколец и вкладышей подшипников коленчатого вала.
В полость переднего носка коленчатого вала ввернут жиклер 8. через калибровонное отверстие которого осуществляется смазка шлицевого валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис.2), установленными в проточках задней коренной опоры блока цилиндров, так что сторона с канавками прилегает к упорным торцам вала. На переднем и заднем носках коленчатого вала (рис.1) установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вата. Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний .
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис.3), с дополнительным уплотняющим элементом — пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Рис.3. Установка маховика и манжеты уплотнения коленчатого вала.
Диаметры шеек коленчатого вала: коренных 95±0.011 мм. шатунных 80±0,0095 мм. Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей.
Вкладыши 7405.1005170 Р0.7405.1005171 Р0.7405.1005058 РО применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей. Коренные и шатунные подшипники изготовлены из стальной ленты покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцовооловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм. Верхние 3 (рис.2) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна. Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные). Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100. ., так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рис.4) изготовлены из высокопрочного чугуна марки ВЧ50. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом.
Рис.4 Установка крышек подшипников коленчатого вала.







Замена поршня двигателя КамАЗ 740: экспертные рекомендации и шаги действий
Шаг 1: Подготовка
Перед началом замены поршня необходимо убедиться, что двигатель остановлен и остыл. Рекомендуется отсоединить отрицательный провод от аккумулятора, чтобы исключить возможность случайного включения двигателя.
Шаг 2: Демонтаж крышки головки блока цилиндров
Чтобы достичь поршня, вам необходимо будет снять крышку головки блока цилиндров. Отверткой или гаечным ключом открутите крепежные болты, которые крепят крышку. Постепенно отведите крышку в сторону, аккуратно избегая повреждения уплотнительных элементов.
Шаг 3: Снятие цилиндровой головки
После снятия крышки головки блока цилиндров необходимо снять саму головку. Раскрутите гайки крепления головки и аккуратно снимите ее с двигателя
Осторожно отведите головку в сторону и проверьте состояние герметичных поверхностей
Шаг 4: Извлечение поршня
После удаления головки блока цилиндров, вам нужно будет извлечь старый поршень из цилиндра. Постепенно и аккуратно поднимите поршень вместе с шатуном, предварительно отпустив крепежные болты. Убедитесь, что поршень полностью выведен из цилиндра и аккуратно установите его в сторону.
Шаг 5: Установка нового поршня
Перед установкой нового поршня убедитесь, что он соответствует требованиям производителя и имеет правильный размер. Аккуратно вставьте поршень в цилиндр и проверьте, что он свободно перемещается. Затяните крепежные болты, не забывайте соблюдать установленный производителем крутящий момент.
Шаг 6: Сборка двигателя
После установки поршня следует собрать двигатель в обратной последовательности действий. Установите головку блока цилиндров на место, правильно закрепив ее гайками. Затем установите крышку головки блока цилиндров и закрепите крепежными болтами.
Шаг 7: Завершающие шаги
После сборки двигателя установите отрицательный провод на аккумулятор и проверьте работоспособность двигателя. Рекомендуется провести тест-драйв и убедиться, что замена поршня прошла успешно и двигатель функционирует без негативных отклонений.
Важно: Помните, что замена поршня двигателя является сложной процедурой, требующей определенных знаний и опыта. Рекомендуется обратиться к профессионалам или в авторизованный сервисный центр для выполнения данной работы
При соблюдении рекомендаций и правильном выполнении всех шагов замены поршня, вы сможете продлить срок службы двигателя КамАЗ 740 и обеспечить его максимальную эффективность.
Установка ВМТ первого цилиндра в момент сжатия
Регулировку желательно проводить вдвоём с напарником, так как проворачивать коленчатый вал необходимо снизу автомобиля и желательно использовать при этом смотровую яму. В картере маховика имеется специальное окно, а на самом маховике отверстия. Если через смотровое окно вставить в эти отверстия прут соответствующего диаметра, то при его помощи маховик легко проворачивается на длину технологического окна, когда прут упрётся в одну сторону окна с другой появиться другое отверстие, и переставив в него прут мы сможем продолжить вращение маховика. Маховик необходимо вращать по ходу вращения коленчатого вала, как он вращается при работающем двигателе. На картере маховика сверху имеется стопор. А на маховике углубление, когда стопор войдет в это углубление маховик примет положение, соответствующее положению поршня первого цилиндра в ВМТ.
![]()
Но нам необходимо подвести поршень в ВМТ в момент сжатия топлива в первом цилиндре. Поэтому ориентируемся по метке расположенной на топливном насосе высокого давления (ТНВД). Как только метка на ТНВД установилась на момент впрыска топлива в первом цилиндре, только тогда застопоренный маховик принимает правильное положение.
![]()
Ремонтный комплект
В комплект для восстановления коленвала КАМАЗ 740 бу входят:
- поршень с кольцами;
- пальчиковые и фиксирующие элементы;
- втулка цилиндра;
- уплотнительные детали.
Форсунки охлаждения агрегата смонтированы в картере блока цилиндров и отвечают за своевременную подачу масла из магистрали под давлением 0,8-1,2 кг / см2. Клапан обычно устанавливается на это значение. Масло подается внутрь поршней. При сборке двигателя 740-го КамАЗа предусмотрено управление сопловой трубкой по отношению к поршню и гильзам цилиндров, при этом прямой контакт с первым элементом не допускается.
Шатун и поршень соединены плавающим штифтом. По осям движение детали ограничено стопорными кольцами, а сам элемент выполнен из хромоникелевого сплава, диаметр гнезда — 22 мм. Запрещается эксплуатировать аналог размером 25 мм, так как это нарушает балансировку силового агрегата.
![]()
Видео:часть3.Установка гильз и поршней двигателя Камаз.10.20.30.40. Как всё понимать.Виктор Илюшкин.Скачать
![]()
Строй-Техника.ру
Строительные машины и оборудование, справочник
Категория:
КАМАЗ ремонт автомобилей
Публикация:
Восстановление деталей шатунно-поршневой группы автомобиля КАМАЗ
Знать больше:
Реставрация коленчатого вала КАМАЗ
Восстановление деталей шатунно-поршневой группы автомобиля КАМАЗ
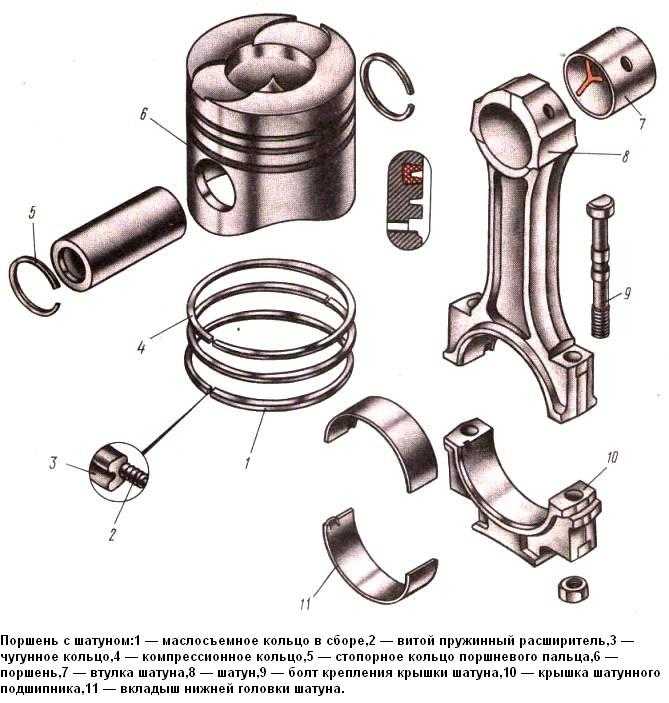
Восстановление поршней и пальцев. Поршни отлиты из высокопрочного алюминиевого сплава. Они имеют вставку из жаропрочного чугуна под верхним компрессионным кольцом и покрытие из коллоидного графита на юбке. На поршне есть маслосъемник и 2 компрессионных кольца. Рабочая поверхность верхнего компрессионного кольца покрыта тонким слоем хрома, нижнего — молибдена. Скребковое кольцо имеет коробчатое сечение. Расширитель цилиндрической пружины установлен между скребковым кольцом и канавкой поршня. Рабочая поверхность маслосъемного кольца хромирована. Камское производственное объединение большегрузных автомобилей не производит поршни негабаритных размеров.









При входе в капремонт на поршнях обнаружен износ канавок верхнего компрессионного кольца. После восстановления канавки 40-50% от общего количества поршней подлежат вторичной переработке. Поршневые кольца подлежат 100% замене.
Поршневые пальцы изношены по внешнему диаметру и хромированы по размеру отверстий поршня.
Рекламные предложения на основе ваших интересов:
Восстановление шатунов. Шатуны двигателя КамАЗ штампованные, стальные, двутавровые.
У них отличительный дизайн По сравнению с шатунами других марок двигателей — верхняя головка блока цилиндров имеет коническую форму. Конические втулки устанавливаются в верхнюю часть головки после охлаждения в жидком азоте до температуры 160… 180 ° (для облегчения монтажа). На этапе изготовления шатуны собираются вместе с нижними торцевыми крышками, поэтому крышки шатунов не являются взаимозаменяемыми. Шатун и его крышку разбирать нельзя. Чтобы этого не произошло, они маркируются на заводе-изготовителе. Серийный номер цилиндра проштампован на крышке шатуна и шатуне. Заглушки шатуна прикреплены болтами к нижнему концу шатуна.
Типичные дефекты шатуна: трещины; поломка шатунных и шатунных болтов; износ вкладышей нижней головки шатуна (100% от общей суммы, поступившей за ремонт); износ концов нижнего шатуна; «Отверстия для болта крышки шатуна; «Крепежные винты; изгиб и скручивание шатуна.
Погнутые или перекрученные кривошипы выпрямляются под давлением. После выпрямления шатуны еще раз проверяются на инструменте. Проверка проводится на эталонном шатуне. Контрольный стержень установлен в приборе, и все индикаторы установлены на «0». После этого эталонный стержень удаляется, а объект возвращается на место. Отклонение стрелок на индикаторах вызывает изгиб или скручивание шатуна.
Восстановление ложа нижней головки шатунов осуществляется охлаждением в электролите, протекающем через специальную установку.
Заменены верхние втулки шатуна на новые.
Вместо снятой втулки специальным инструментом в пресс запрессовывается втулка новой формы.
Растачивание отверстий втулки верхней головки после запрессовки и основания нижней головки шатуна после опоры выполняется одновременно на специальном двухшпиндельном рас?
Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.
Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:
- Выставить станок в горизонтальное положение.
- Установить на станок коленчатый вал. Если есть дисбаланс и вал начинает проворачиваться по уголку, такой перевес нужно ликвидировать.
- При помощи небольших магнитов определить точный вес металла, который нужно срезать. Для этого магниты необходимо прикрепить на легкую сторону маховика. Их цепляют до тех пор, пока коленчатый вал не будет лежать неподвижно, без перевеса. Вес магнитов — это вес металла, который следует срезать для балансировки.
- Убрать с маховика стружку.
- Срезать лишний металл, высверливая небольшие отверстия на корпусе маховика.
- Вернуть коленвал обратно на транспортное средство.
Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Конструкция и технология деталей ЦПГ для ремонта двигателей КАМАЗ 740.10-210 и 7403.10-260.
При использовании поршней максимальной высоты необходим контроль над-поршневого зазора и подрезка поршней при необходимости.
В состав ремковнплекта 7403.1000128-06 входит поршень 40-й группы, обозначение 7.12094А210-40, гильза цилиндра К000918292, поршневой палец 12094-50972 или 740.30-1004020, комплект поршневых колец 740.1000106-02.
В ремкомплекте 7403.1000128-05 используется поршень 10-й группы, обозначение 7.12094А210-10.
![]()
Рис. 1 Внешний вид поршней 7.12094А201 и 7.12094А210.
![]()
Рис. 2 Маркировка поршня 7.12094А201 и маркировка поршневого пальца 10-й группы.
На рис.1 и 2 приведены фото поршня 12094А201, 10-й группы. Маркировка
обозначения выполнена на днище ударным способом, цифра 4 после запятой означает порядковый номер последнего изменения, внесенного в конструкцию. Размерная группа поршня по высоте указана в нижней строке.
На рис.3 показана маркировка поршневого пальца 12094-50972, выполненная
на торце. Комплект поршневых колец производства ООО «Федерал Могул Набережные Челны» 740.1000106-02 включает в себя верхнее компрессионное кольцо К 00 559 946 1 с износостойким, хромокерамическим покрытием рис. 4, нижнее компрессонное кольцо К 00 560 541 1 с износостойким покрытием хром, рис.5 и маслосъёмное кольцо К 03 560 609 0 с износостойким покрытием хром, рис.6. По геометрическим параметрам кольца взаимозаменяемы с кольцами конструкции «КАМАЗ».
![]()
Рис. 3 Верхнее компрессионное кольцо, маркировка GOE 6 и TOP (верх) с разных сторон замка, метка желтого цвета.
![]()
Рис. 4 Нижнее компрессионное кольцо, маркировка GOE С и TOP (верх) с одной стороны замка, метка синего цвета.
![]()
Рис. 5 Маслосъемное кольцо, маркировка GOE C.
Гильза цилиндра К000918292 рис. 7 по геометрическим параметрам взаимозаменяема с гильзой конструкции «КАМАЗ», отличается маркой применяемого чугуна и параметрами микропрофиля рабочей поверхности. Маркировка товарных знаков КАМАZ и GOE, обозначение детали и дата изготовления выполнены на нижнем направляющем поясе электрохимическим способом.





![]()
Рис. 6. Фото гильзы, маркировка на нижнем направляющем поясе.
Детали ЦПГ производства ООО «Федерал Могул Набережные Челны» характеризуются высокой точностью и стабильностью выполнения размеров, это гарантирует их высокоэффективную работу в составе двигателей КАМАЗ и подтверждено проведенными длительными моторными испытаниями.
Источник статьи: http://shop.kamaz.ru/blog/konstrukciy_i_technologiya_detalei_cpg/
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.
![]()
Технологический процесс сборки двигателей после капитального ремонта
Сборка двигателей на авторемонтных предприятиях производится так же, как сборка двигателей на Камском объединении по производству большегрузных автомобилей.
Детали для сборки: основные детали (блоки цилиндров, головки цилиндров, коленчатые валы, распредвалы) — со станций их восстановления и испытаний; остальные части поступают из отдела комплектации. Поступающие на сборку детали необходимо очистить от грязи, лакокрасочных отложений, нагара и налетов, обезжирить, промыть и просушить. После очистки масляные каналы и отверстия в деталях промываются под давлением и продуваются сжатым воздухом. Они должны соответствовать чертежам и требованиям технических условий производителя.
Не допускается установка крепежных элементов (болтов, шпилек, гаек) с изношенными или помятыми краями. Повреждения резьбы более двух резьб устраняются с помощью инструмента для нарезания резьбы.
Сборка двигателей осуществляется на конвейере поточным методом в следующей последовательности: после установки блока цилиндров на несущую опору на его машины устанавливаются крышки и уплотнения; коленчатый вал опирается на станину коренных подшипников; подшипники закрыты крышками; во втулки распредвала вставлен распредвал; гильзы цилиндров помещаются в гнезда, а поршни в сборе с кольцами, пальцами и шатунами помещаются в гильзы; нижние головки шатунов ставятся на пальцы шатунов коленчатого вала и закрываются крышками; монтируются стержни и направляющие с толкателями; головки ставятся сверху блока, а его нижняя часть после установки масляного насоса закрывается поддоном. Детали в сопряжениях двигателя собираются по сборочным чертежам. Допуски и посадки деталей в посадки должны соответствовать данным, приведенным в таблице. 31. После всех муфт на двигатель устанавливают комплектующие.
Установка блока цилиндров на несущую опору осуществляется с помощью мостового крана. На стенде крышки, заглушки, нижние уплотнительные кольца гильзы цилиндра и верхние уплотнительные кольца гильзы цилиндра размещаются на блоке цилиндров без чрезмерного скручивания и растяжения.
31. Допуски и посадки (зазоры и натяжки) сопрягаемых частей двигателей КамАЗ-740, мм
| Номер и название сопрягаемой детали | Измерение | Люфт (натянутость) в муфте | ||
| согласно исполнительному чертежу | допускается без ремонта | согласно исполнительному чертежу | после доработки | |
| 740.1002011. Блок цилиндров — внутренний диаметр буртика гильзы цилиндра | 145 | — | -0,74… -0,39 | -0,74… -0,39 |
| 740.1002021. Гильза цилиндра — наружный диаметр | 146 | — | — | — |
| 740.1002011. Блок цилиндров — внутренний диаметр верхней гильзы | 137,5 | 137 | — | — |
| 740.1002021. Цилиндр — диаметр верхнего заплечика | 137,5 | — | -0,01… -0,05 | -0,05… -0,07 |
| 740.1002011. Блок цилиндров — диаметр нижнего отверстия гильзы | 134 | 134 | — | — |
| 740.1002021. Цилиндр — диаметр нижнего фланца | 134 | — | -0,01… -0,05 | -0,03… -0,07 |
| 740.1002011. Блок цилиндров — диаметр вкладыша коренного подшипника | 100 | 100,03 | — | — |
| 740.1005170. Вкладыши коренных подшипников — толщина вкладыша | 2,5 | — | + 0,156… + 0,096 | + 0,165… + 0,096 |
| 740.1005020. Вал двигателя: | ||||
| диаметр основных магазинов | 96-0,015 | 94,98 | + 0,096… + 0,156 | + 0,096… + 0,156 |
| диаметр шатунов | 80-0,013 | — | + 0,07… + 0,117 | + 0,07… + 0,117 |
| 740.1002011. Блок цилиндров — ширина седла крышки подшипника коленчатого вала | 170 | 170,03 | — | — |
| 740.1005140. Крышка подшипника коленчатого вала — ширина крышки | 170 | — | + 0,001… + 0,024 | + 0,001… + 0,024 |
Видео:Потенул поршень на камазе меняем прям в степиСкачать
![]()