

Пальцы змз 406, 405, 409
В настоящий момент времени, кто только не делает запчасти. В частности, пальцы змз 406 делают как минимум 4-5 производителей. Заводской артикул детали 406100402004. Введем данный номер на каком-нибудь портале запчастей, типа «Зизиста». Что видим? ЗМЗ зеленые, ГАЗ (ОАО ЗМЗ), СТК красные (Самара), Мотор Деталь (Кострома), БОН (не к ночи помянут). На конвейер поршневую группу сейчас поставляет завод «Dong Yang Piston». Это корейский производитель, хорошего уровня, который поставляет запчасти двигателя на конвейеры Hyundai и Kia. Пальцы змз 406 тоже можно найти отдельно. Но мне больше нравится продукция Мотор Деталь (Кострома). Если брать упаковку пальцев и шатун 406, 405, 409 в фирменных коробочках ЗМЗ, после промеров, ВГШ реже требует ремонта. Чаще требуется просто «правка». А это значительно дешевле.
![]() пальцы змз, Мотордеталь
пальцы змз, Мотордеталь
Размерные группы поршней и цилиндров для двигателя ЗМЗ-4062
Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу
Таблицы размерных групп поршней, цилиндров блока, пальцев и шатунов, а также размеров сопряжений
![]()
![]()
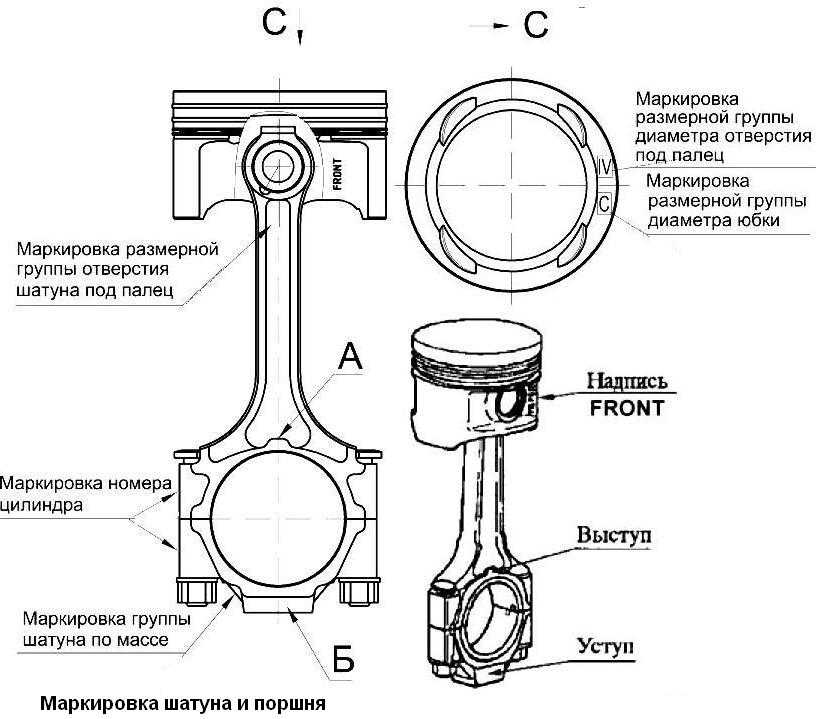
Обозначение «406» на поршне указывает на то, что он предназначен для двигателя ЗМЗ-4062.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
![]()
Римская цифра указывает требуемую группу пальца.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
![]()
![]()
На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
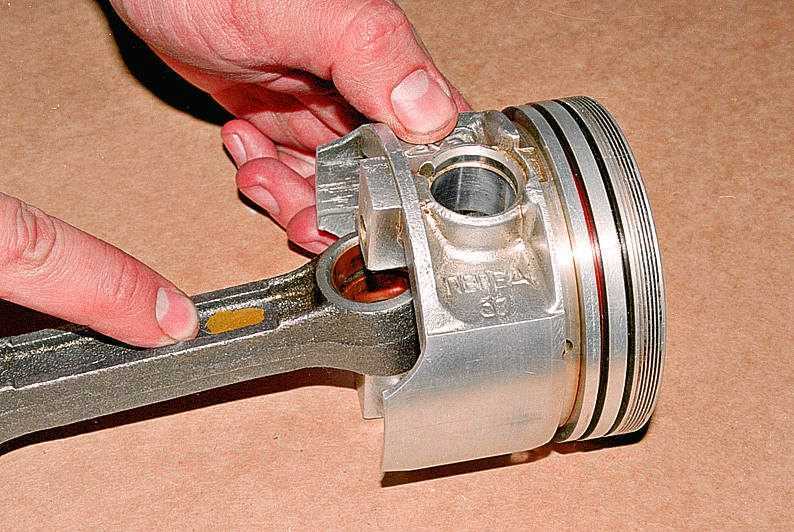
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
![]()
Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
![]()
![]()
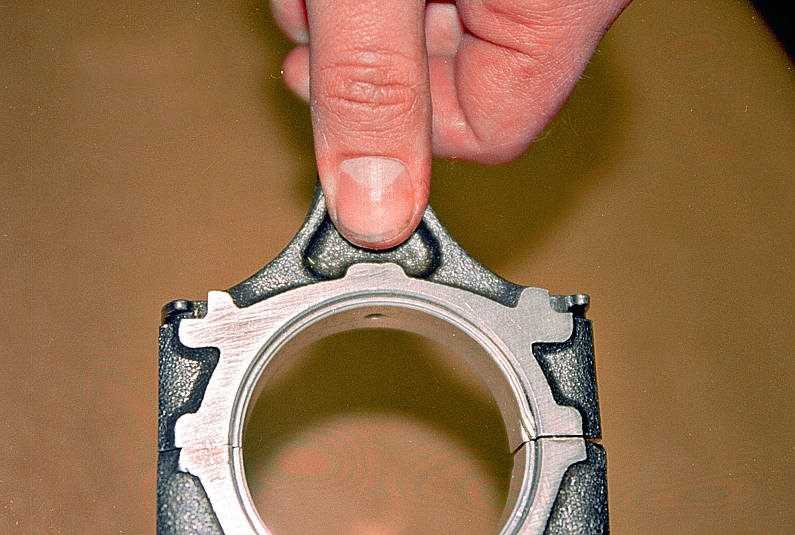
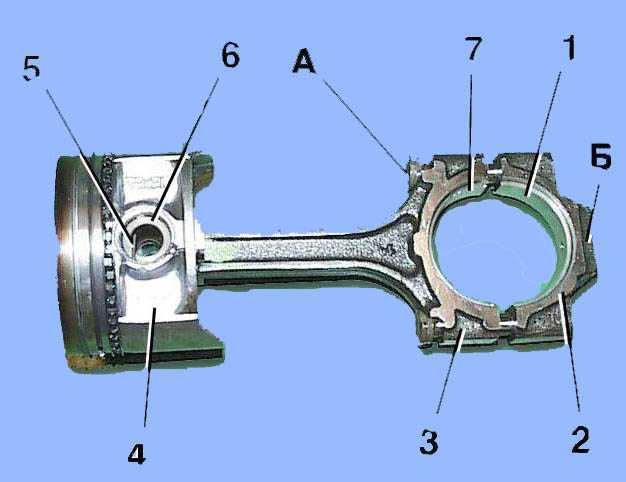
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись “ПЕРЕД” на поршне.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
![]()
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
![]()
![]()
Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку, и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.







![]()
![]()
Надеваем нижнее компрессионное кольцо надписью “ВЕРХ” к днищу поршня.
Последним надеваем верхнее компрессионное кольцо.
Источник статьи: http://autoruk.ru/gaz-3110-volga/dvigatel-zmz-406/razmernye-gruppy-porshnej-i-tsilindrov-dlya-dvigatelya-zmz-4062
- Свежие записи
- Где находится датчик давления масла ЯМЗ 7511?
- Разбираемся в терминах: что означает «банк 1» и «банк 2» в датчике кислорода
- Приора: последствия поломки датчика коленвала
- Что произойдет, если отключить датчик массового расхода воздуха?
- Что произойдет, если не заменить датчик кислорода?
- Правообладателям
- Политика конфиденциальности
Авто мастер на все руки 2023 Информация, опубликованная на сайте, носит исключительно ознакомительный характер
ЗМЗ-406.Сборка шатунно-поршневой группы
Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу.
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ
Обозначение «406» на поршне указывает на то, что он предназначен для двигателя ЗМЗ-406.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
Римская цифра указывает требуемую группу поршневого пальца.
![]()
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
![]()
Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «ПЕРЕД» на поршне.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
![]()
Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.
Надеваем нижнее компрессионное кольцо надписью «ВЕРХ» к днищу поршня.
Последним надеваем верхнее компрессионное кольцо.
![]()
Кольца поворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня, а замок маслосъемного кольца под 90° к замкам компрессионных колец.
2011 — 2022 Autofizik.ru___Некоторые материалы на данном сайте взяты из открытых источников. Они имеют обратную ссылку на материал или присланы посетителями сайта и предоставляются исключительно в ознакомительных целях. Права на материалы принадлежат их владельцам. Администрация сайта ответственности за содержание материала не несет. Если Вы обнаружили на нашем сайте материалы, которые нарушают авторские права, принадлежащие Вам, Вашей компании или организации, пожалуйста, сообщите нам на почту mikushkin5@gmail.com
Если вы являетесь правообладателем исключительных прав, и ваши права каким-то образом нарушаются с использованием на нашем ресурсе, мы просим незамедлительно сообщать об этом письмом в электронном виде на почту mikushkin (пять) (собака) джиmail (точка) com
Согласно действующим нормам законодательства администрация сайта готова рассмотреть спорные вопросы в рамках досудебного (претензионного или иного) порядка урегулирования. Претензии и жалобы рассматриваются незамедлительно. Если вы являетесь правообладателем исключительных прав на какие-то материалы, которые размещены на сайте, то они будут удалены незамедлительно по вашему требованию.






Для рекламодателей:Forty@hotmail.ru
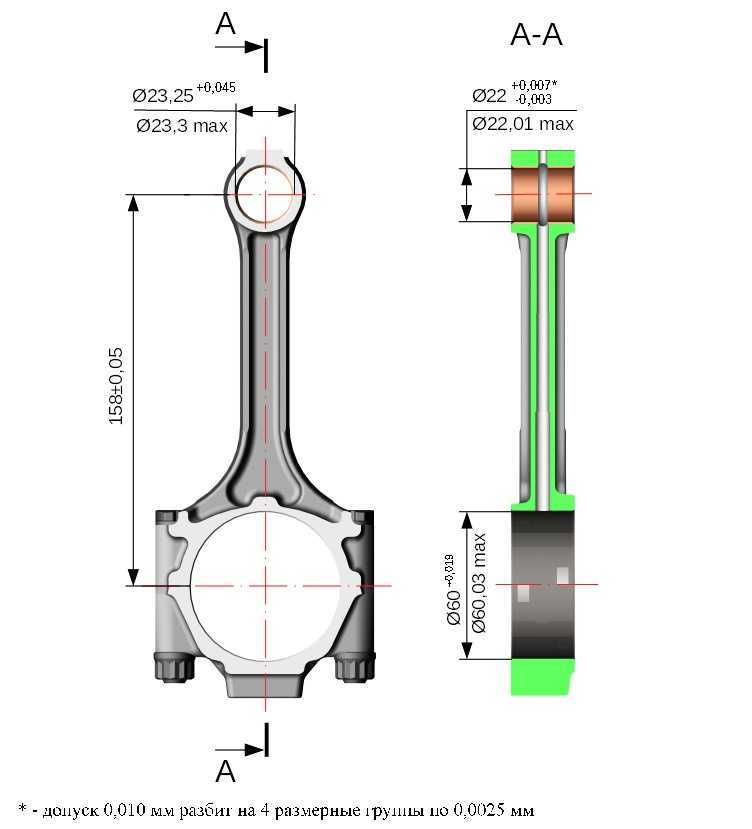
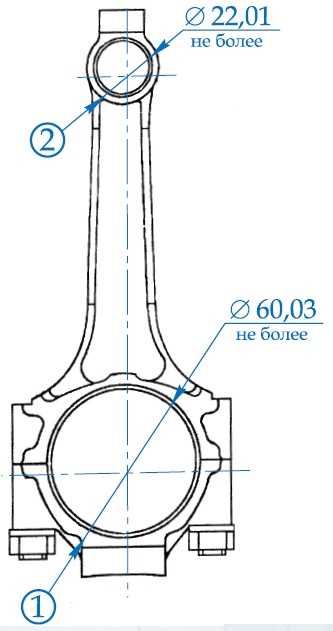
Шатун 406, 405, 409
Заводской артикул детали 406100404501. Если двигатель стоит на машине, вариантов особых нет. Мало находится людей, которые лезут в работающий двигатель. Но если речь идет о «постройке двигателя», то штатный шатун — это не более чем полуфабрикат. Первый момент – это диаметр ВГШ (верхняя головка шатуна), второй – это его масса в совершенно ненужных местах и третий – это приведение к центру масс. Про подход к ремонту ВГШ я рассказал в предыдущем абзаце. Про то как правильно облегчить шатун 406 на ЧПУ, вообще была посвящена отдельная статья. Остался третий пункт с таинственным названием – приведение к центру масс. Не путайте данное действо с развесовкой по массе, это суть разные вещи. Итак, балансировка шатунов или приведение к центру масс, это операция, по подгону на весах верхних и нижних головок шатуна. Зачем это нужно, мы поймем, если доведем ситуацию до абсурда. Представим рядную четверку. Допустим масса каждого шатуна будет 300 грамм. Только у первого шатуна она будет в основном на нижней головке в виде нижнего отлива, у второго будет «корона» на ВГШ, у третьего будет утолщение в середине, а четвертый будет нормальный. Я думаю, что данный двигатель будет работать и на холостом ходу и даже на небольших рабочих оборотах. Яркое доказательство, этого утверждения, это двигатели ЗМЗ 402 и его клон УМЗ. Расколбас этих моторов очень сильный, однако «конструкторы» нашли выход и повесили такой маховик по массе (13кг), который сглаживает все на свете своей инерционностью. Но если на таком моторе «дать гари», то последствия диких вибраций не заставят себя долго ждать, от выдранных подушек двигателя, до трещин и разрушения коленчатого вала. Процесс правильного приведения к центру масс достаточно длительный и кропотливый, он многократно описан на просторах интернета, поэтому я не буду делать это еще раз. Ради справедливости замечу, что после облегчения шатунов на ЧПУ, они становятся значительно лучше в плане балансировки, нежели заводские стандартные изделия. И если в стандарте даже приливы снизу и сверху визуально разные, то после ЧПУ иногда приходится только подравнять разницу, связанную с неоднородностью литья.
конечный результат
Размерные группы поршней и цилиндров для двигателя ЗМЗ-4062
Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу
Таблицы размерных групп поршней, цилиндров блока, пальцев и шатунов, а также размеров сопряжений
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
Римская цифра указывает требуемую группу пальца.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись “ПЕРЕД” на поршне.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
Проверяем поршневые кольца. Установленные в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку, и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.
Вынуть из шатуна вкладыш шатунного подшипника
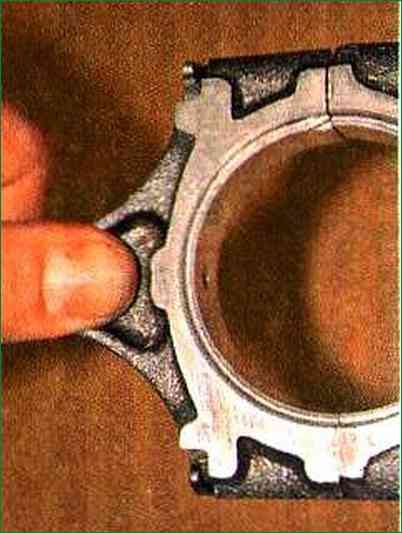
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра
Проверить метки на шатуне и крышке шатуна. Если метки не видны — пометить шатун и крышку номером цилиндра.








- 6. Таким же образом вынуть остальные поршни с шатунами.
- 7. С помощью съемника снять поршневые кольца.
- 8. Снять стопорные кольца с двух сторон поршня.
- 9. Выпрессовать специальным приспособлением поршневые пальцы.
Если приспособления нет, можно выбить поршневые пальцы легкими ударами молотка через оправку 1.
Вынуть шатун 2 из поршня 3.
- 10. Таким же образом снять остальные поршни с шатунов.
- 11. После разборки промыть все детали в бензине. Очистить поршни от нагара.
Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
Теория
замеры диаметра до микронов
Когда вы обратитесь в фирму делающие поршни под заказ, вас попросят точный размер пальца. Причем если фирма серьезная, то попросят или прислать живьем, или дать размер с точностью до тысячных. Если не серьезная, то попросят размер до одной сотки или вообще спросят, от какого производителя будет палец шатуна, и под него будут делать заказ. Но это не очень правильно. Не секрет, что понятие номинал, у всех фирм разное. У кого-то это абсолютный ноль и палец будет по диаметру до тысячных в нулях, а у кого-то предполагается «небольшой плюс или минус». Ну и конечно ни в коем случае не надо забывать про элементарное русское раздолбайство. Когда делаются пальцы шатунов, технология примерно следующая: делается заготовка, термообработка, финальная шлифовка. Никто не делает десять пальцев, это завод, поэтому делаются большие партии. У шлифовщиков и токарей ЧПУ, есть понятие, сделать партию «на одной заточке». Что это значит? И резец, и сверло и шлифовальный круг «садятся и тупятся». И размер первой детали из партии, и тысячной будет совсем не один и тот же. Вернемся к нашим баранам, то есть к пальцам шатунов. Три четверти партии, будут из одной группы, а когда шлифовальный круг «подсел», последняя четверть может попасть уже в другую размерную группу. Поэтому размеры пальцев на этапе проектирования, надо контролировать очень тщательно.
Измерительный инструмент для ремонта двигателя
Смотрите это видео на YouTube