
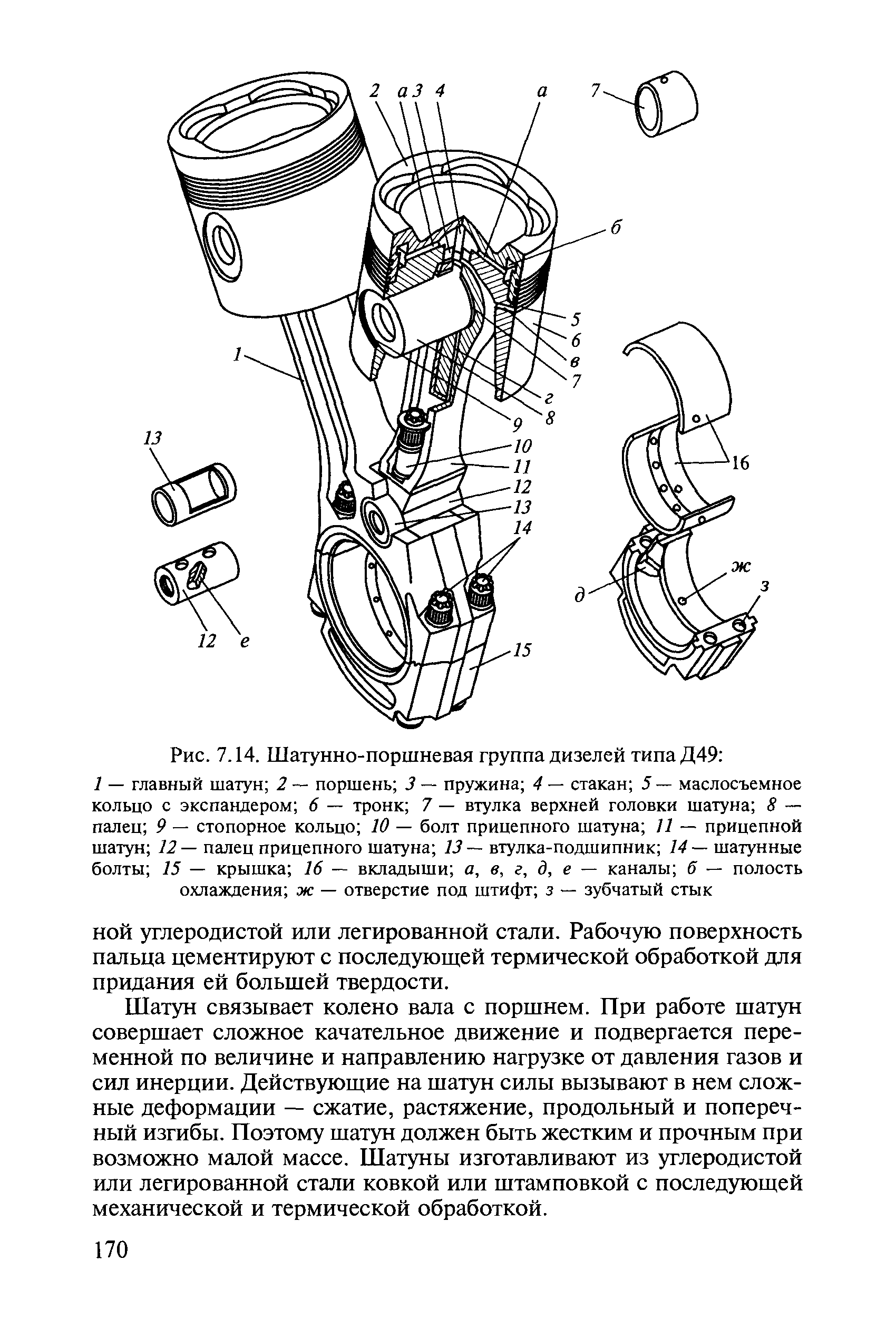
Теория
![]() замеры диаметра до микронов
замеры диаметра до микронов
Когда вы обратитесь в фирму делающие поршни под заказ, вас попросят точный размер пальца. Причем если фирма серьезная, то попросят или прислать живьем, или дать размер с точностью до тысячных. Если не серьезная, то попросят размер до одной сотки или вообще спросят, от какого производителя будет палец шатуна, и под него будут делать заказ. Но это не очень правильно. Не секрет, что понятие номинал, у всех фирм разное. У кого-то это абсолютный ноль и палец будет по диаметру до тысячных в нулях, а у кого-то предполагается «небольшой плюс или минус». Ну и конечно ни в коем случае не надо забывать про элементарное русское раздолбайство. Когда делаются пальцы шатунов, технология примерно следующая: делается заготовка, термообработка, финальная шлифовка. Никто не делает десять пальцев, это завод, поэтому делаются большие партии. У шлифовщиков и токарей ЧПУ, есть понятие, сделать партию «на одной заточке». Что это значит? И резец, и сверло и шлифовальный круг «садятся и тупятся». И размер первой детали из партии, и тысячной будет совсем не один и тот же. Вернемся к нашим баранам, то есть к пальцам шатунов. Три четверти партии, будут из одной группы, а когда шлифовальный круг «подсел», последняя четверть может попасть уже в другую размерную группу. Поэтому размеры пальцев на этапе проектирования, надо контролировать очень тщательно.
Измерительный инструмент для ремонта двигателя
![]() Смотрите это видео на YouTube
Смотрите это видео на YouTube
Осмотр, проверка и ремонт
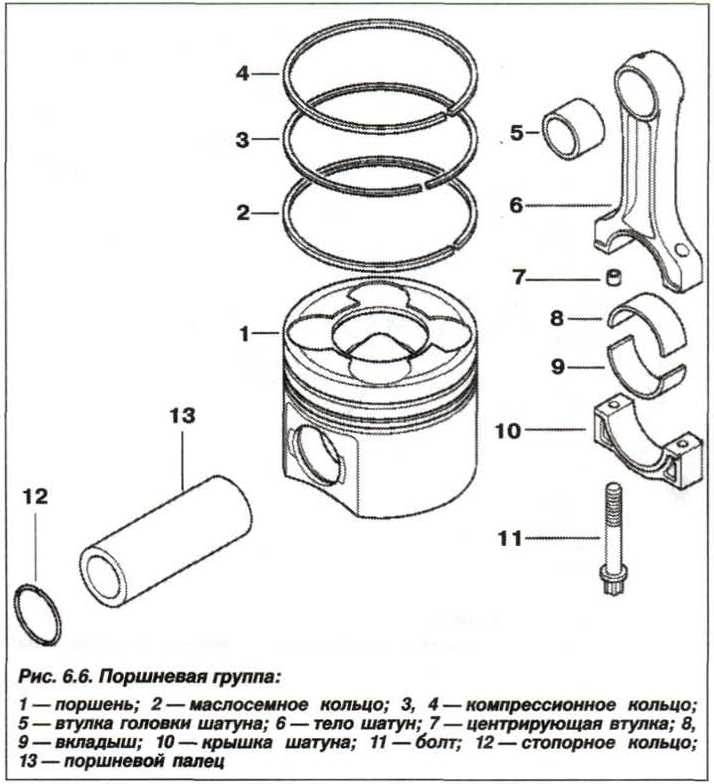
1. Осмотреть поршни. Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить. Измерить диаметр поршня. Если он меньше 91,9 мм, поршень заменить. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца. Поршень установлен в цилиндре с зазором 0,024–0,048 мм. Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д. Буквенная маркировка выбивается на днище поршня. При подборе поршня к цилиндру нужно обеспечить указанный выше зазор. Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм. Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра. В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм. На одной из бобышек под поршневой палец отлита надпись «406» (поршень номинального размера), «406АР» (поршень, увеличенный на 0,5 мм), «406БР» (поршень, увеличенный на 1,0 мм).
3. Измерить зазоры в замках поршневых колец.
Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3–0,6 мм для компрессионных колец и 0,5–1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, кольцо заменить.
Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках.
При этом кольцо перемещают по напильнику вверх- вниз.
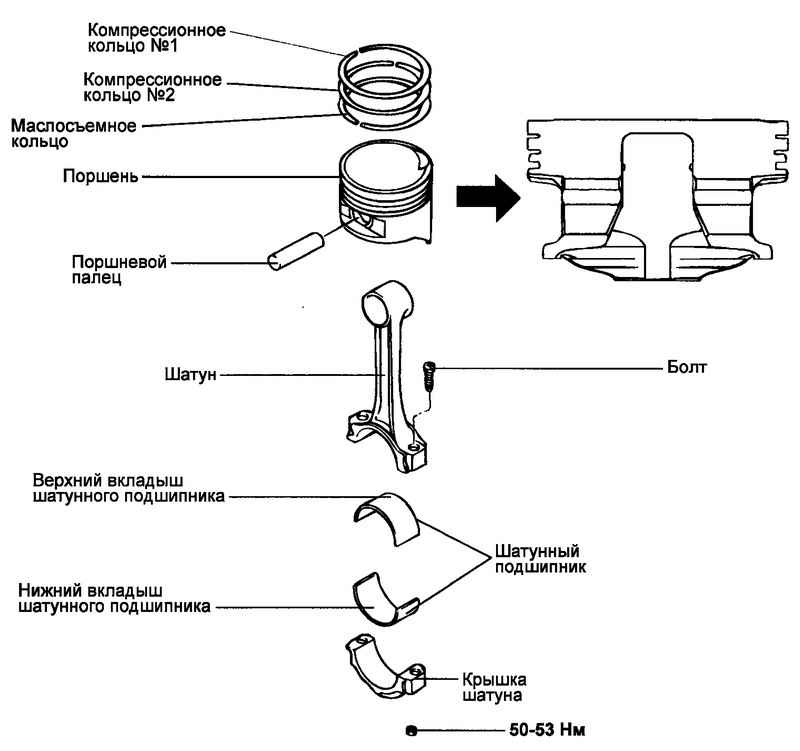
Сборка и установка
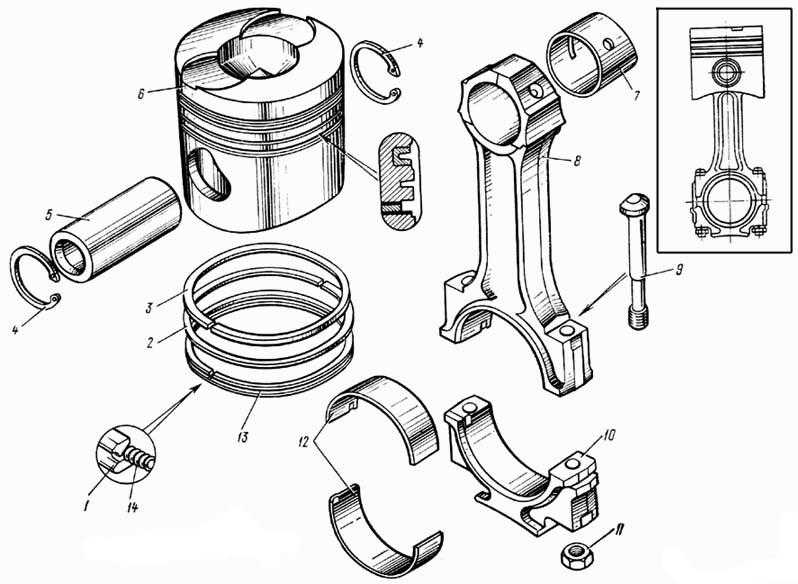
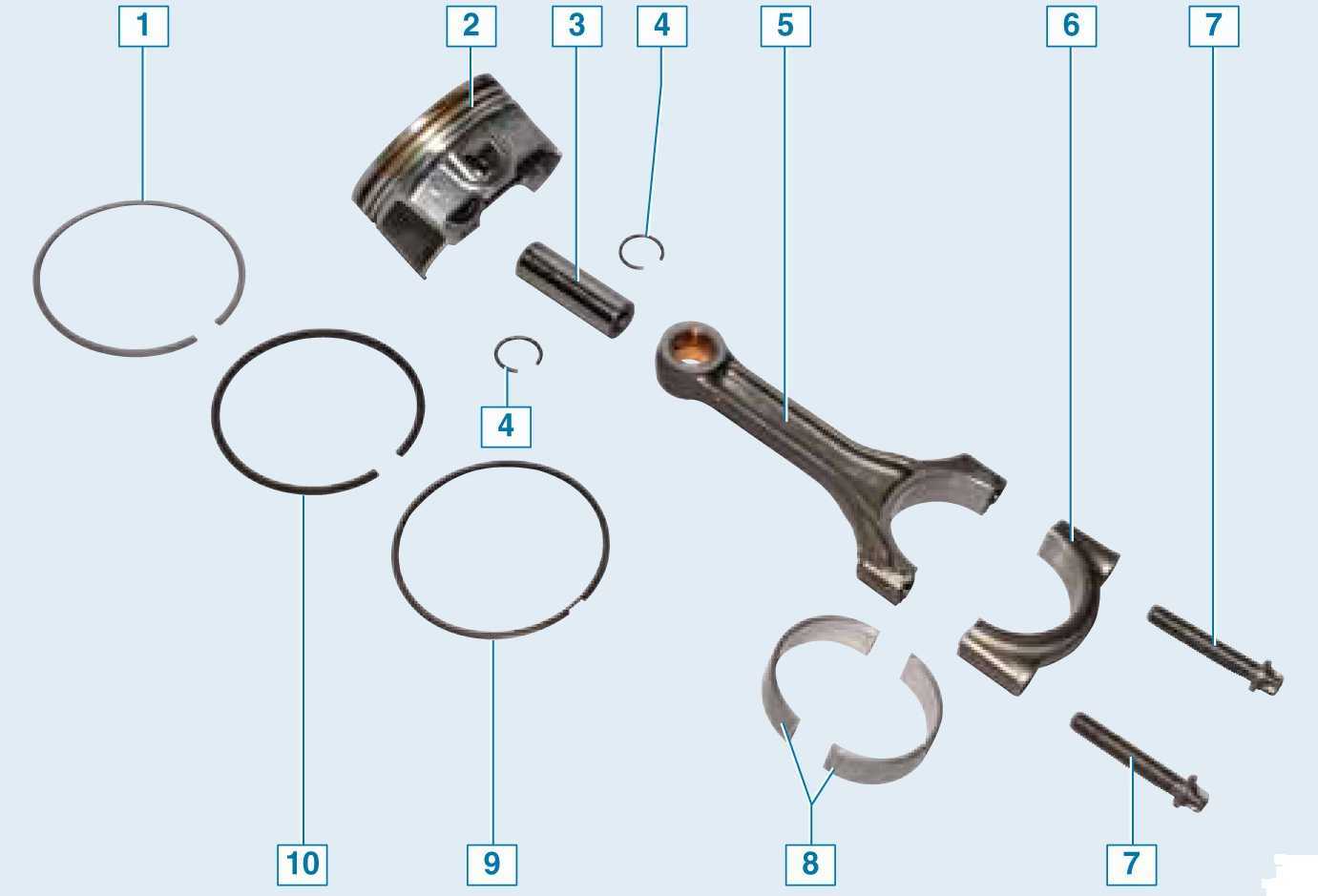
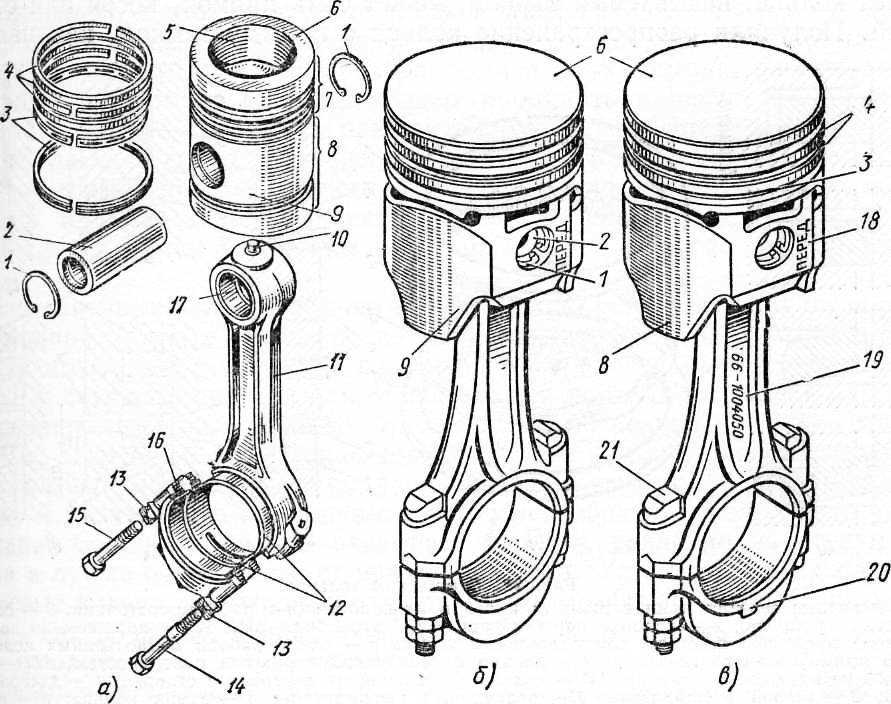
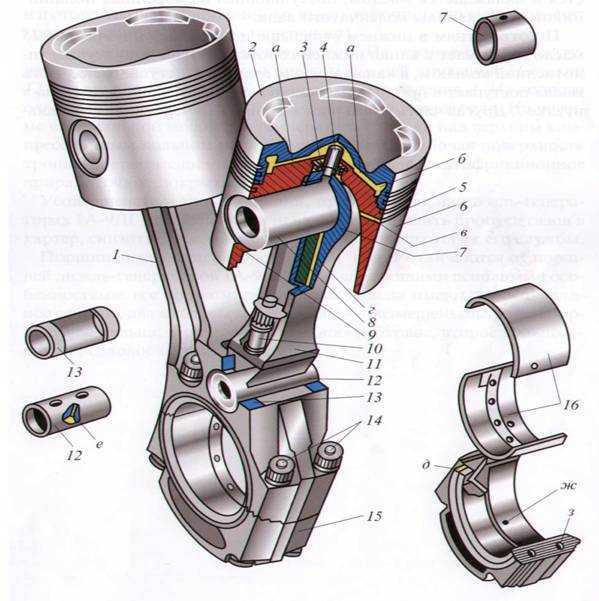
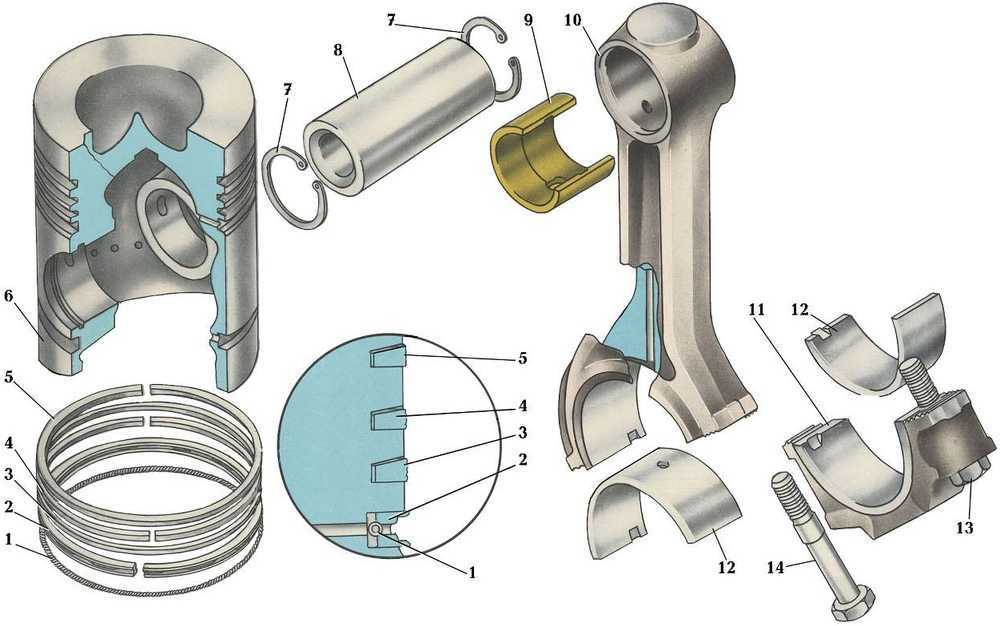
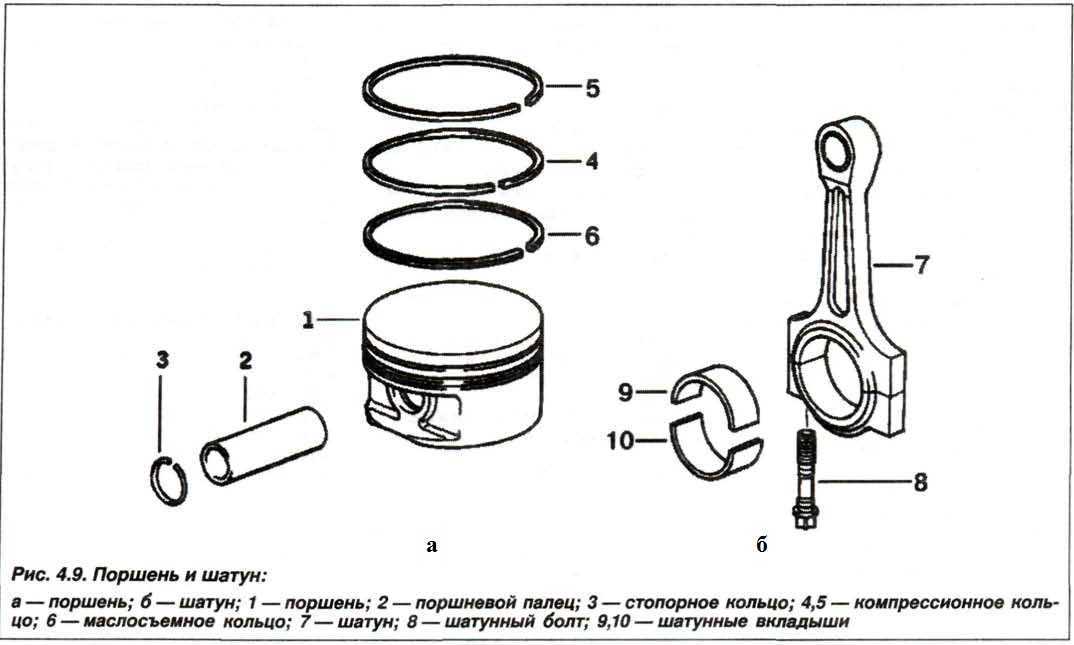
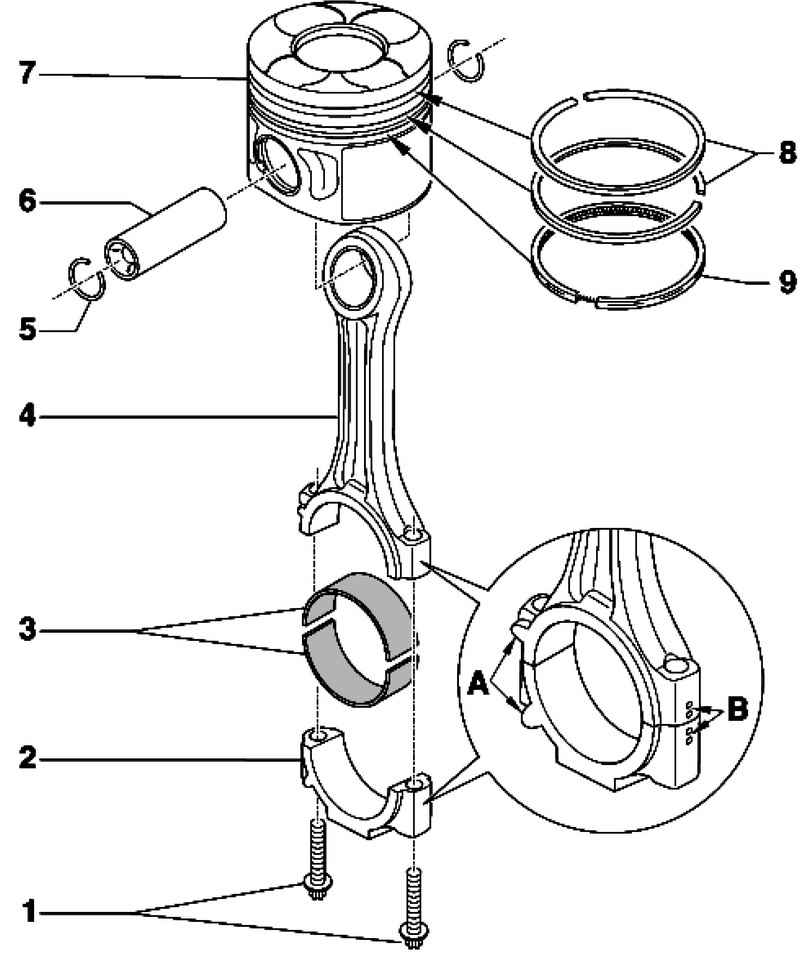
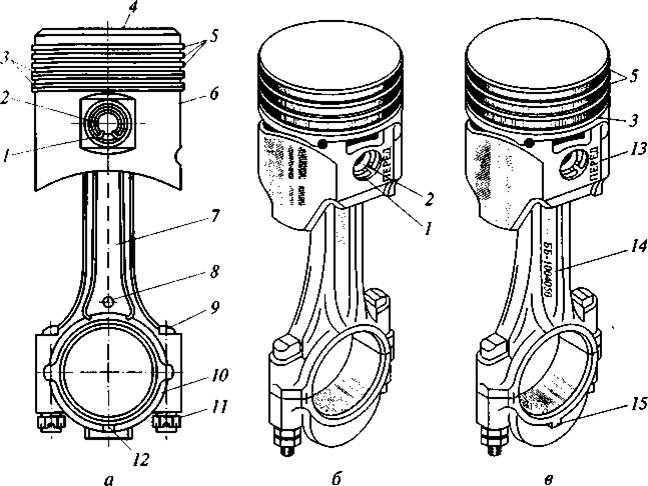
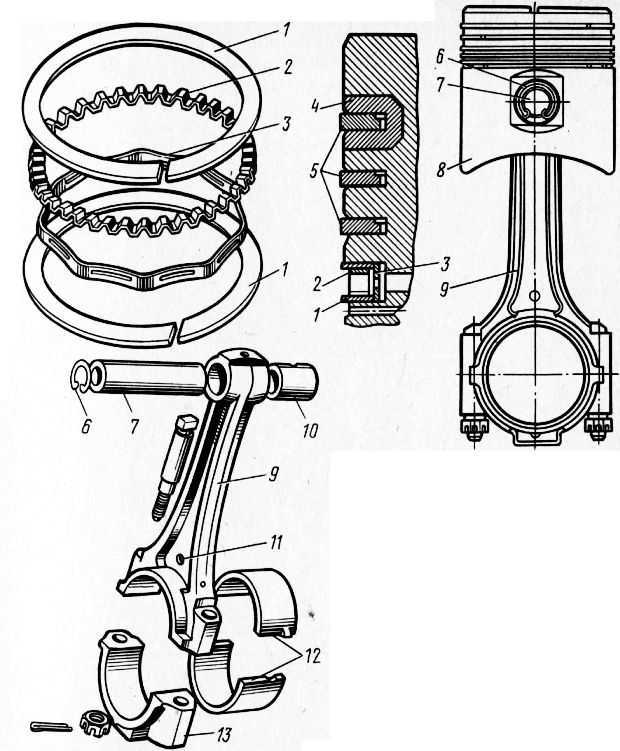
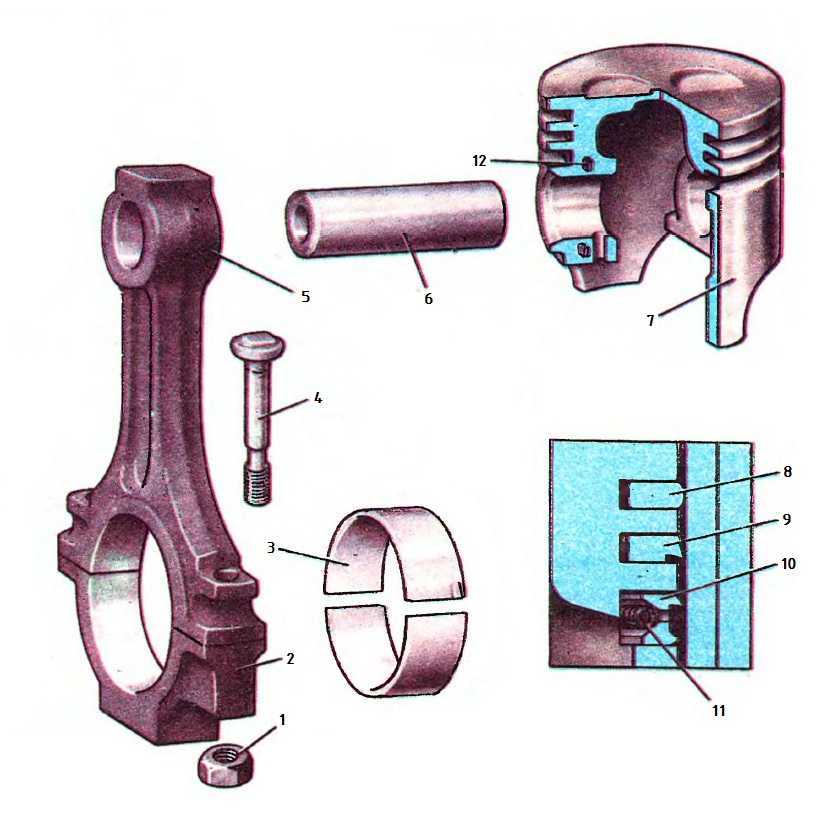
1. Собрать поршень 4 с шатуном 3. Перед этим нагреть поршень до температуры 60–80°С. Затем быстро вставить шатун в поршень так, чтобы надпись: «Перед» на поршне и выступ «А» на шатуне были с одной стороны, и запрессовать поршневой палец 6.




|
Р |
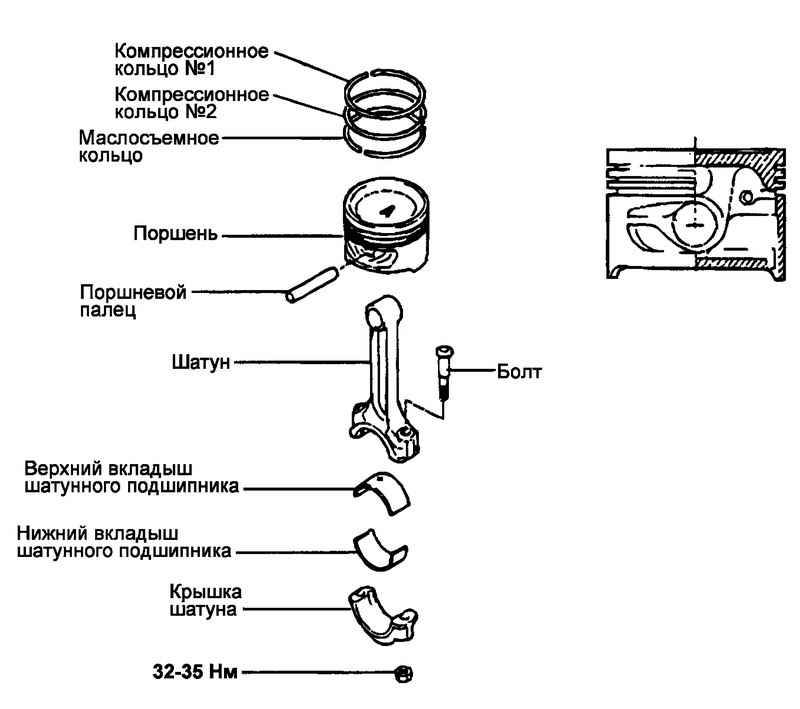
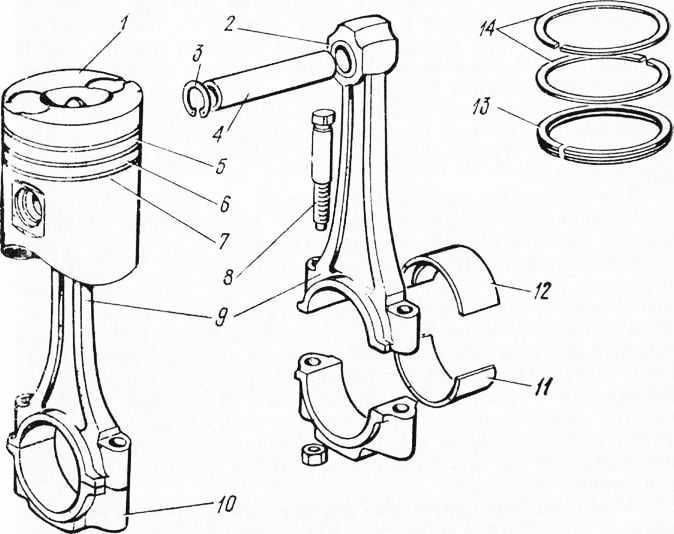
Установить стопорные кольца 5. Надеть с помощью съемника поршневые кольца на поршень. На верхнем компрессионном кольце имеется надпись: «Верх», кольцо должно устанавливаться на поршень этой надписью к донышку поршня. На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо должно устанавливаться этой проточкой вверх к донышку поршня. Вставить вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в выемку в нижней головке поршня. Вставить вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ вкладыша должен войти в выемку в крышке. Смазать цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 моторным маслом. Повернуть поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца. Повернуть коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливается поршень, находилась в н.м.т. Вставить поршень с шатуном в цилиндр, при этом надпись: «Перед» на бобышке поршня должна быть обращена вперед двигателя (к приводу распределительных валов). Чтобы не повредить зеркало цилиндра, рекомендуется на шатунные болты надеть втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов). С помощью специальной обжимки обжать поршневые кольца и легкими ударами рукояткой молотка протолкнуть поршень в цилиндр, при этом обжимка должна быть плотно прижата к блоку, иначе можно поломать поршневые кольца. Продвинуть поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снять с шатунных болтов обрезки шлангов. Установить крышку 2 шатуна на шатунные болты, при этом уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна, а номера цилиндра, выбитые на шатуне и крышке, располагались с одной стороны.
|
Рис. 7 |
2. Завернуть гайки шатунных болтов и затянуть моментом 68–75 Н·м (6,8–7,5 кгс·м).
3. Таким же образом установить остальные поршни с шатунами.
4. Несколько раз провернуть коленчатый вал, он должен вращаться легко, без заеданий.
5. Установить масляный насос, масляный картер и головку блока цилиндров.
Снятие и разборка
1. Снять головку блока цилиндров.
2. Снять картер двигателя и прокладку картера.

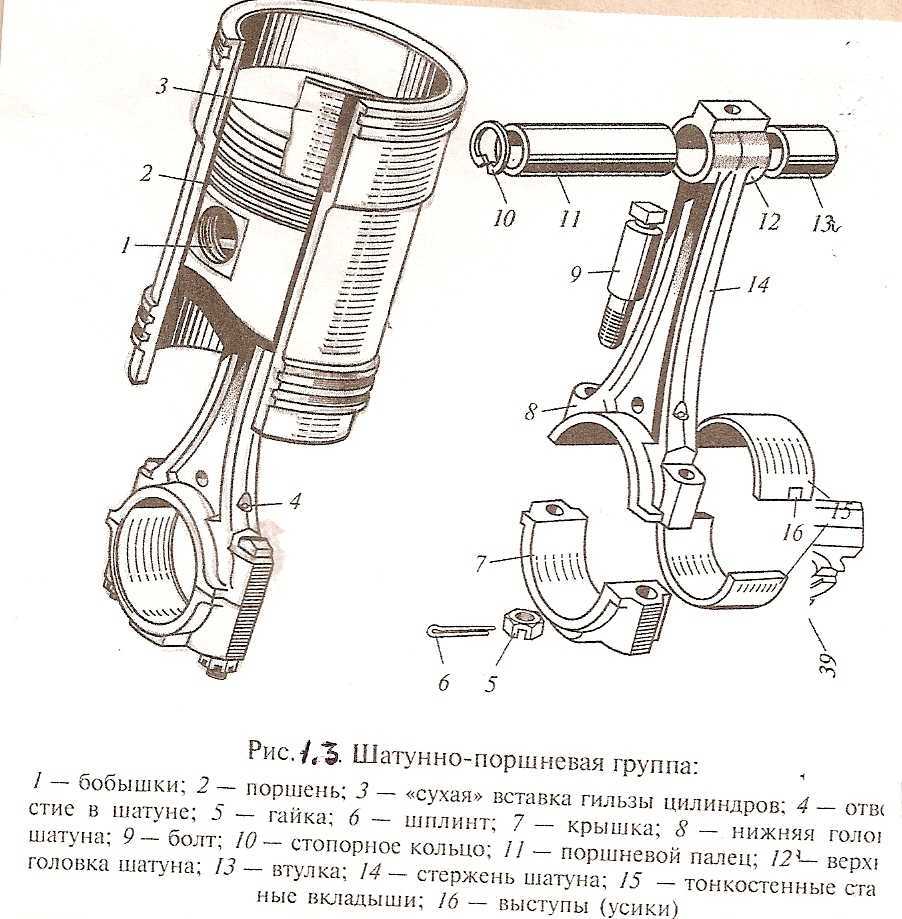

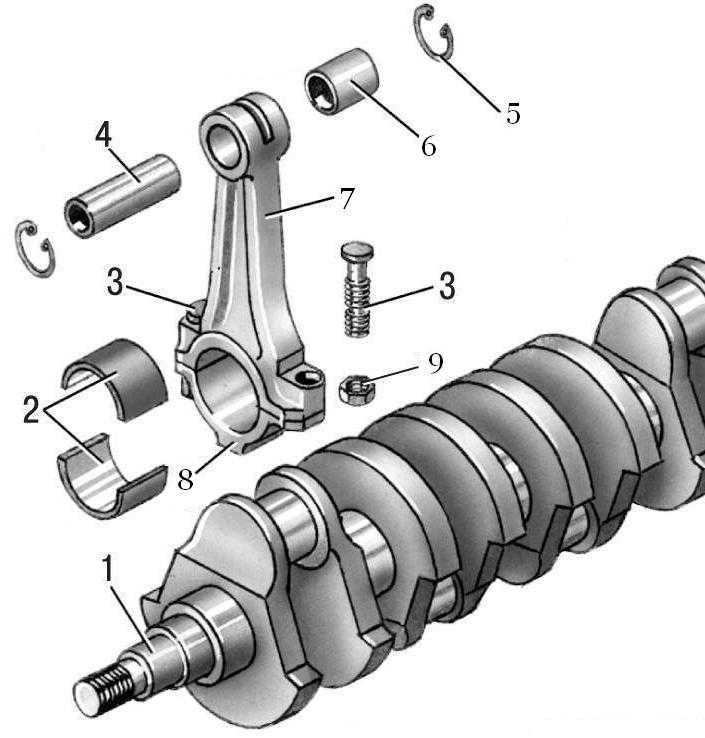
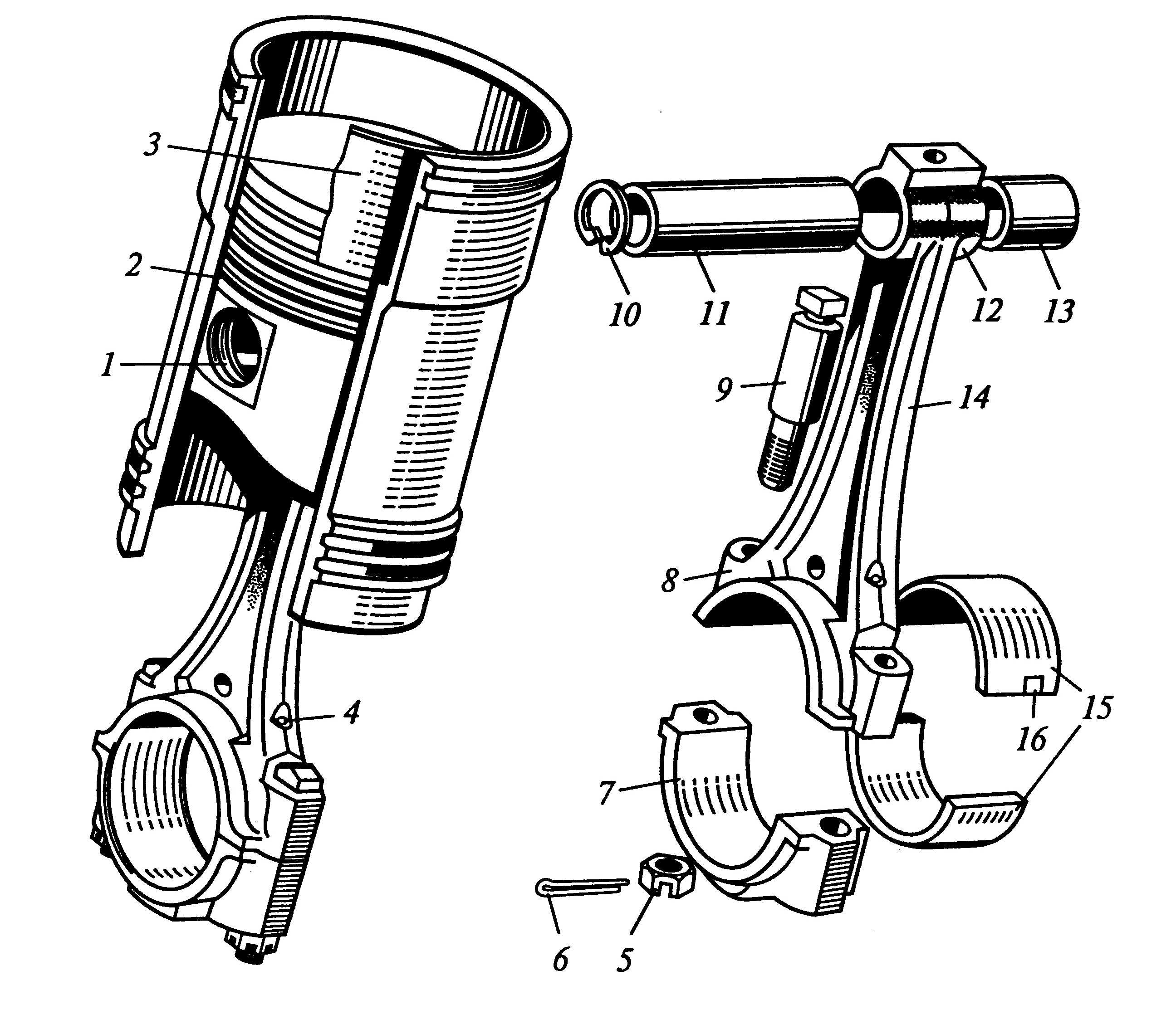
4. Отвернуть гайки 1 шатунных болтов и снять крышку 2 шатуна. Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
8. Снять стопорные кольца с двух сторон поршня.
|
Рис. 3 |
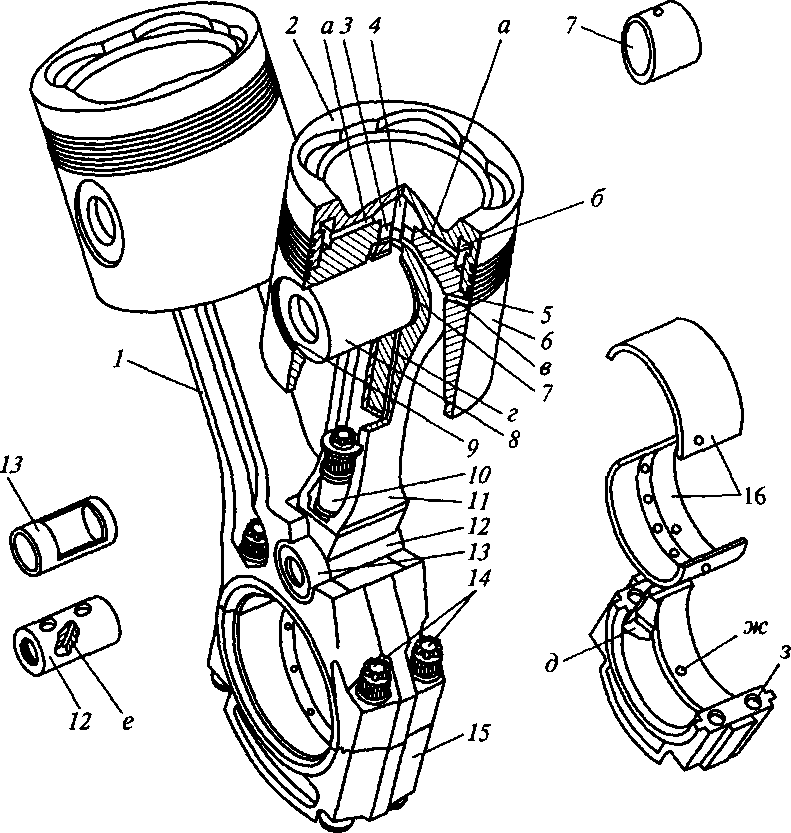
9. Выпрессовать специальным приспособлением поршневые пальцы.
Если приспособления нет, можно выбить поршневые пальцы легкими ударами молотка через оправку 1.
Вынуть шатун 2 из поршня 3.
10. Таким же образом снять остальные поршни с шатунов.
11. После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
Размерные группы поршней, шатунов и пальцев
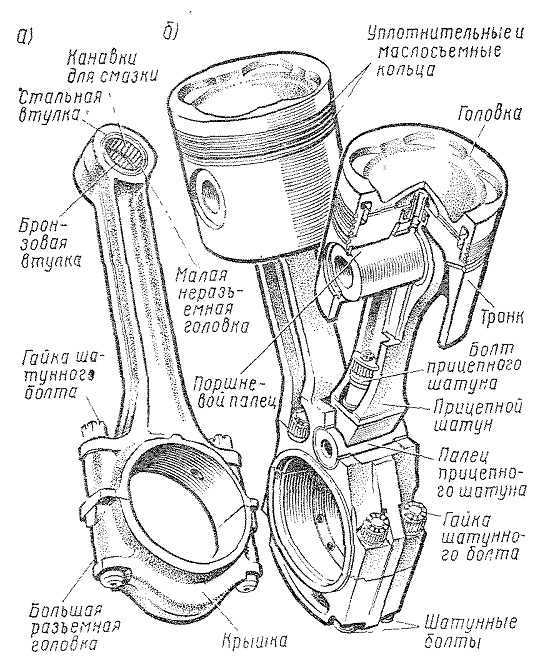
Шатун 406, 405, 409
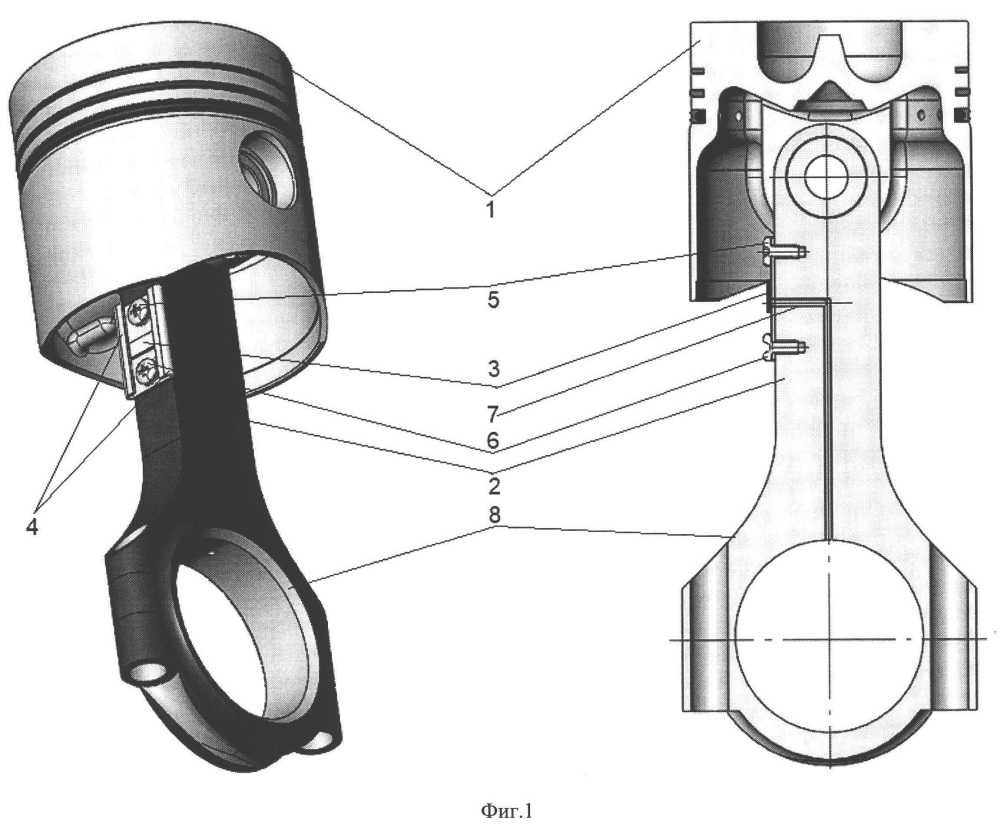
Заводской артикул детали 406100404501. Если двигатель стоит на машине, вариантов особых нет. Мало находится людей, которые лезут в работающий двигатель. Но если речь идет о «постройке двигателя», то штатный шатун — это не более чем полуфабрикат. Первый момент – это диаметр ВГШ (верхняя головка шатуна), второй – это его масса в совершенно ненужных местах и третий – это приведение к центру масс. Про подход к ремонту ВГШ я рассказал в предыдущем абзаце. Про то как правильно облегчить шатун 406 на ЧПУ, вообще была посвящена отдельная статья. Остался третий пункт с таинственным названием – приведение к центру масс. Не путайте данное действо с развесовкой по массе, это суть разные вещи. Итак, балансировка шатунов или приведение к центру масс, это операция, по подгону на весах верхних и нижних головок шатуна. Зачем это нужно, мы поймем, если доведем ситуацию до абсурда. Представим рядную четверку. Допустим масса каждого шатуна будет 300 грамм. Только у первого шатуна она будет в основном на нижней головке в виде нижнего отлива, у второго будет «корона» на ВГШ, у третьего будет утолщение в середине, а четвертый будет нормальный. Я думаю, что данный двигатель будет работать и на холостом ходу и даже на небольших рабочих оборотах. Яркое доказательство, этого утверждения, это двигатели ЗМЗ 402 и его клон УМЗ. Расколбас этих моторов очень сильный, однако «конструкторы» нашли выход и повесили такой маховик по массе (13кг), который сглаживает все на свете своей инерционностью. Но если на таком моторе «дать гари», то последствия диких вибраций не заставят себя долго ждать, от выдранных подушек двигателя, до трещин и разрушения коленчатого вала. Процесс правильного приведения к центру масс достаточно длительный и кропотливый, он многократно описан на просторах интернета, поэтому я не буду делать это еще раз. Ради справедливости замечу, что после облегчения шатунов на ЧПУ, они становятся значительно лучше в плане балансировки, нежели заводские стандартные изделия. И если в стандарте даже приливы снизу и сверху визуально разные, то после ЧПУ иногда приходится только подравнять разницу, связанную с неоднородностью литья.



![]() конечный результат
конечный результат