

Чертежи и фото кантователей для двигателей ВАЗ
Самый простой вариант решения этого вопроса показан на фото. Простейший кантователь, правда с одной точкой крепления двигателя и всего тремя дополнительными раскосами, которые снимают основную нагрузку с большей части центральной стойки. А она и без того усилена дополнительным ребром жёсткости в виде того же профиля.
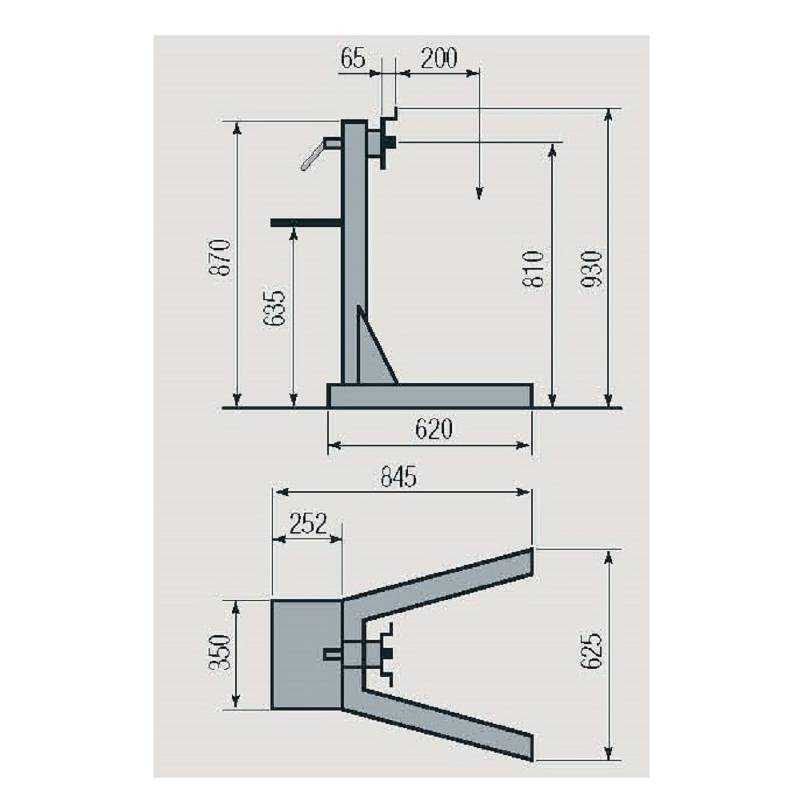
Остаётся вопрос по устойчивости всей конструкции, поскольку опорная площадь относительно невелика. В этом случае можно рассмотреть вариант с двумя точками крепления мотора на стенд. Здесь и двухстороннее закрепление двигателя, что также равномерно распределяет нагрузку по стойкам, и большая опорная площадь, что исключает опрокидывание конструкции.
Все размеры, приведённые на чертеже, соответствуют размерам ВАЗовских шпилек и посадочных плоскостей, а от проворота мотор фиксирует стопорный палец. Механизм фиксации позволяет выбрать одно из шестнадцати положений, чего вполне достаточно для обслуживания любого двигателя. Удачной всем работы!
Источник
Капитальный ремонт дизельного двигателя своими руками
Перед началом работ проводится полная диагностика:
- измерение компрессии;
- проверка работоспособности турбины (при наличии);
- оценка производительности ТНВД;
- проверка механизма газораспределения;
- тестирование работы клапанов.
Технический процесс капремонта дизельных двигателей начинается с демонтажа навесного оборудования и соединительных кабелей. Затем сливаются технические жидкости. Свободный силовой агрегат извлекается из подкапотного пространства.
Запчасти для капитального ремонта двигателя приобретаются не по предполагаемому износу, а согласно методике проведения капремонта. Даже если какая-то деталь не имеет признаков выработки, у нее есть определенный срок эксплуатации.
Капитальный ремонт дизельных двигателей проводится по следующему принципу: раз вы получили доступ к внутренним компонентам, по возможности меняется как можно больше деталей.
Перечень работ при «капиталке» дизелей следующий:
Демонтаж впускного коллектора, очистка каналов, шлифовка фланцев. Обслуживание турбины: проверка балансировки лопастей, при необходимости замена подшипников, очистка воздуховодов. Обслуживание дроссельной заслонки. Проверка производительности топливных форсунок, обязательная очистка, при необходимости замена. Разборка клапанного механизма, очистка от нагара, замеры диаметров, оценка прилегающих поверхностей. При необходимости, шлифовка, притирка. Замена маслосъемных колпачков, обслуживание гидрокомпенсаторов. Демонтаж ГБЦ, при необходимости (и возможности), расточка гильз до ремонтного размера, хонинговка
Производя капитальный ремонт дизельных двигателей, особое внимание уделяют поверхности прилегания ГБЦ к блоку двигателя. Эта часть обязательно шлифуется, часто болты крепления заменяются на закаленные шпильки
Проверка геометрии поршней, шатунов, состояния поршневых пальцев
Шатунные вкладыши, как правило, подлежат замене. Измерение коренной и шатунных шеек коленвала, при необходимости, протачивание под ремонтный размер. Замена вкладышей коленвала, как правило, на изделия ремонтного диаметра. Прочистка масляных каналов, удаление со стенок блока двигателя следов нагара, шлаковых отложений. Обязательная замена всех прокладок
Проверка геометрии поршней, шатунов, состояния поршневых пальцев. Шатунные вкладыши, как правило, подлежат замене. Измерение коренной и шатунных шеек коленвала, при необходимости, протачивание под ремонтный размер. Замена вкладышей коленвала, как правило, на изделия ремонтного диаметра. Прочистка масляных каналов, удаление со стенок блока двигателя следов нагара, шлаковых отложений. Обязательная замена всех прокладок.
Капитальный ремонт дизельных двигателей и корректировка пробега
После капремонта двигатель фактически становится новым. Поэтому изменение показаний одометра выглядит логично, например, перед продажей автомобиля
В данном случае важно помнить, что лучше и правильнее обратиться к профессионалам, которые точно знают, что делают и не оставят следов вмешательства. Возможен и другой вариант: вынужденный простой во время ремонта приносит убытки владельцу транспорта, который получает оплату согласно пробегу
В таком случае, корректировка проводится в сторону увеличения, для этого существует специальная крутилка спидометра
В таком случае, корректировка проводится в сторону увеличения, для этого существует специальная крутилка спидометра.
Как завести дизельный двигатель после капремонта?
После окончательной сборки необходимо провести холодную притирку всех трущихся деталей. Эта процедура проходит по строгой методике: перед тем, как завести дизельный двигатель после капремонта, он должен «поработать» под нагрузкой без воспламенения топлива в цилиндрах. На СТО используются стенды с электродвигателем, в гаражных условиях можно «покатать» автомобиль с включенной передачей на буксире.









После первого успешного запуска и прохождения нескольких циклов холостого хода (на разных оборотах) начинается обкатка двигателя после капитального ремонта. Первые 500-1000 км не следует резко повышать обороты и нагружать автомобиль. Затем наступает цикл аккуратной эксплуатации (до 3000-5000 км). В этот период рекомендуется воздерживаться от «рваного» стиля езды и продолжительного удержания высоких оборотов.
Если все сделано правильно, во получите дизель с ресурсом, практически как у нового ДВС.
Источник
Варианты самодельных конструкций кантователя
На самом деле вариантов не так много. На западе известны сложные и громоздкие самодельные конструкции, наподобие кран-балки, едва ли не с гидравлическими приводами.
В отечественных условиях автолюбители собирают простейшие конструкции из того, что есть под рукой. Из самодельных кантователей для двигателя известны двухопорные и консольные варианты исполнения. Наиболее простой в изготовлении является последняя конструкция. Ее характеристики достаточны для проведения капитального ремонта почти любого двигателя легкового автомобиля весом от 150 до 250 кг.
Что необходимо, чтобы изготовить станок
Ничего сложного в самостоятельной сборке оборудования нет. Возможно изготовить простейшую модель токарного станка, основу которой составляют подручник, задняя бабка и электрический мотор от стиральной машины автомат. Чтобы изготовить станок, способный обрабатывать древесный материал, придется подготовить все необходимое. В перечень исходных материалов входят:
- мотор от старой машины для стирки вещей, сохранивший свою работоспособность;
- доска, из которой готовится основа прибора. В качестве варианта – токарный станок можно закрепить на рабочем столе;
- металлические уголки, длина которых составляет 19.5 см, а размер – 2 на 2 см. Потребуется также труба с квадратным сечением. Стальные заготовки будут использованы для изготовления подручников;
- уголок 6.2 на 6.2 см, длина 16.5 см – из него необходимо сделать заднюю бабку;
- подручник к основе необходимо закрепить болтом, длина которого должна быть не менее 7 см;
- отрезок стальной трубы, диаметр которой немного больше, чем размер вала электродвигателя;
- болт с заостренным наконечником, из которого можно сделать вращающийся узел бабки.
Основными исполнительными деталями токарного станка считаются подручник и бабка, между которыми вставляется заготовка из древесины. От подручника на изделие передается вращательное движение от электрического мотора. С помощью задней бабки изделие удерживается, сохраняя свою статичность. Бабку передвигают с помощью ручного привода.
Для удобства в работе потребуются определенный инструмент и крепеж:
- электродрель с набором сверел;
- болгарка с отрезными дисками;
- болты и гайки, с помощью которых будет собрана вся основная конструкция.
Как только все необходимое будет подготовлено, можно переходить к основной задаче. Только следует разобраться, как правильно сделать токарный станок, используя старый мотор от стиральной машины.
Технологические особенности
Как сделать опрокидыватель для авто своими руками? Вопрос это довольно интересный. Существует большое количество различных способов сделать такой подъемник. Но, практически все они в своей основе имеют домкрат. Этот подъемный механизм дополняют удлинителями, в итоге получается конструкция, которая не отличается от заводской. Только вот стоит она на несколько порядков дешевле. Обязательно нужно учитывать следующие показатели:
- Безопасность;
- Грузоподъемность;
- Угол подъема.
Что потребуется?
Для работы вам нужен будет прочный швеллер, а также стальной лист. В качестве рабочего инструмента будет использован домкрат. Можно использовать не только механический, но и гидравлически вариант. Кроме обычного набора приспособлений понадобится болгарка и сварочный аппарат.
Чертежи и габаритные размеры
Прежде чем приступать к изготовлению агрегата, необходимо детально изучить действующие образцы стендов для ремонта двигателей. Образец подбирается под насущные нужды автослесаря-любителя. Оценивается доступность материалов, размеры для удобства работы в небольшом гаражном помещении. Вес допустимой нагрузки рассчитывается в соответствии с типом двигателя, который предполагается ремонтировать.
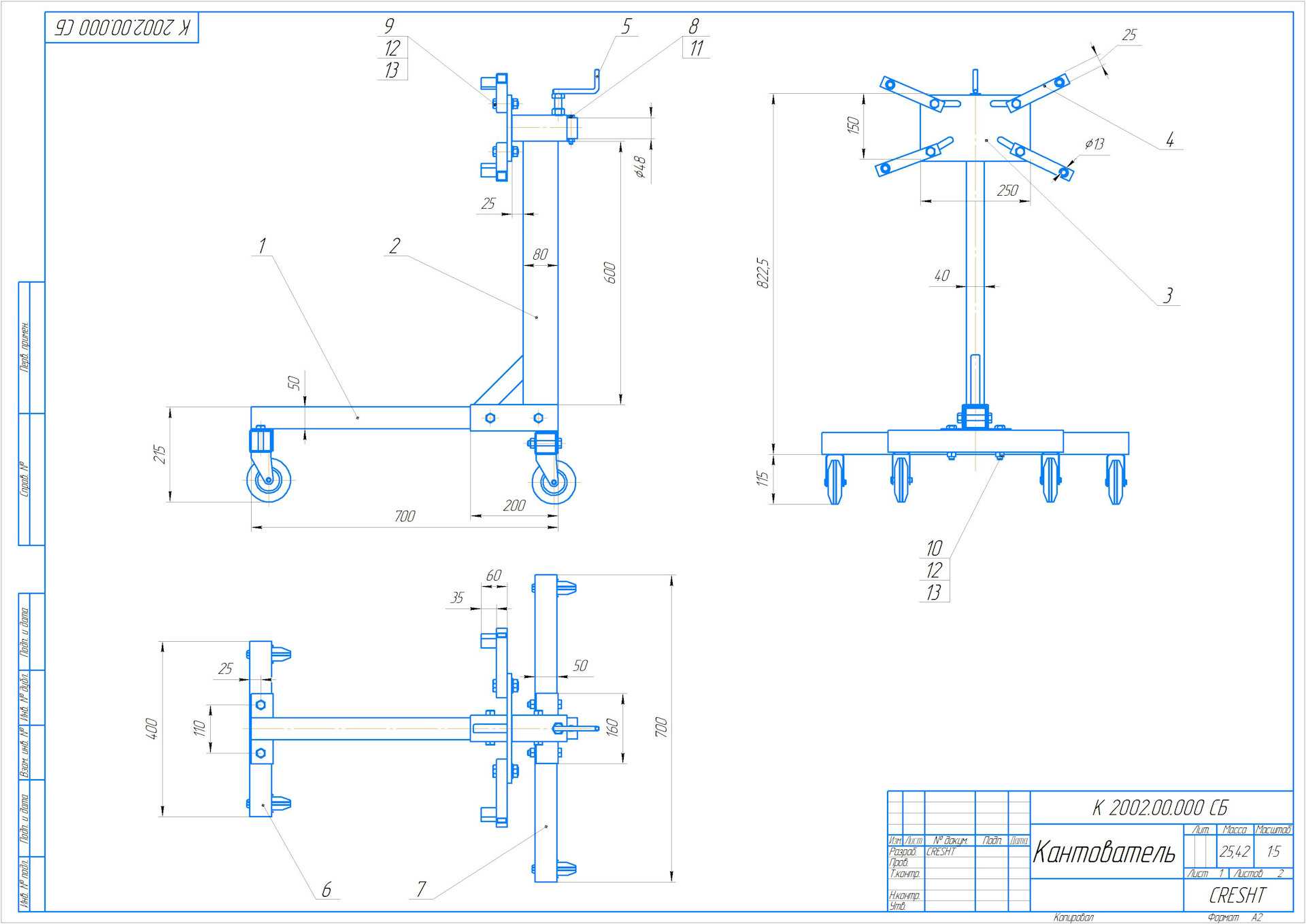
По результатам исследования существующих конструкций, был разработан эскизный чертеж наиболее оптимального варианта кантователя консольного типа. Габаритные размеры на схеме даны в миллиметрах.
На эскизе обозначения D 60 и D 52 соответствуют диаметру 60 и 52 мм.
Материалы для изготовления
В связи с тем, что кантователю для двигателя придется работать в жестких условиях физических нагрузок, связанных с весом двигателя, к материалам предъявляются высокие требования.
Для изготовления применяются следующие материалы:
- стальной квадратный профиль 70 х 70 с толщиной стенки 3 мм, длиной 3 м;
- стальная труба с наружным диаметром 60 мм, внутренним диаметром 53 мм, длиной 245 мм;
- стальная труба с наружным диаметром 47 мм, длиной 480 мм;
- стальной швеллер с внутренней шириной бортов 70 мм, толщиной стенки 3-4 мм, длиной 280 мм;
- фланец для болтового присоединения к двигателю — 1 шт.
Разборочно-сборочный стенд для ремонта двигателя своими руками
![]()
Начнем с того, что готовые изделия являются отличным вариантом в том случае, если услуга по ремонту силовых агрегатов и узлов поставлена, так сказать, «на поток». Другими словами, высокая начальная стоимость таких изделий надлежащего качества зачастую не позволяет многим приобретать разборочно-сборочные стенды как для личного пользования, так и для работы в условиях гаражей и даже маленьких СТО.
По указанной выше причине мастера и владельцы небольших автомастерских останавливаются на варианте самостоятельного изготовления стендов, которые используются для ремонта двигателей. Отметим, что изготовить стенд для ремонта двигателя своими руками помогут чертежи, которые представлены в технической литературе, а также в больших количествах встречаются в сети Интернет.
Простой стенд для ремонта двигателя имеет несколько основных базовых элементов:
- плита для закрепления ДВС;
- основание стенда;
- специальный противень-поддон;
- поворотный механизм (обычно червячного типа);
Также следует отметить, что стенд должен быть передвижным приспособлением и являться универсальным решением. Если проще, одни стенды для разборки и сборки могут быть подходящим вариантом для работ только с конкретным типом двигателя или позволяют работать с узко ограниченной категорией, в то время как другие обеспечивают возможность устанавливать и надежно фиксировать всевозможные типы ДВС.
По этой причине, даже если изначально стенд-кантователь изготавливается для обслуживания собственного автомобиля, лучше делать приспособление универсальным, так как в дальнейшем может возникнуть последующая необходимость ремонта других машин. В качестве примера можно упомянуть двигатели отечественного производителя АвтоВАЗ, которые можно крепить на стенд при помощи фланцевого крепежа сзади, при этом надежной фиксации мотора с иномарки таким способом добиться уже не получится.









Для решения задачи по достижению универсальности осуществляется приварка к вращающейся плите двух швеллеров. В указанных швеллерах должны присутствовать отверстия по 10 мм. Расстояние между отверстиями должно составлять около 5 см. Сами отверстия выполняются в той области, где на двигателе расположены крепления подушек силового агрегата. Такой подход позволяет закреплять на стенде разные моторы, которые отличаются по размеру, при помощи переходных кронштейнов.
Параллельно с этим нужно размещать двигатель или отдельный узел так, чтобы центр тяжести закрепленной детали находился напротив оси вращения поворотной плиты. Это позволит вращать закрепленный силовой агрегат, отдельную деталь или узел без лишних усилий. Оснащение стенда колесами, которые способны выдерживать большие нагрузки, позволит облегчить процесс монтажа агрегата на стенд, а также обеспечит возможность перемещения крупных деталей прямо на стенде. Это исключает необходимость частого использования различных подъемников во время ремонта ДВС.
Напоследок добавим, что ремонт двигателя обычно предполагает необходимость внешней мойки и промывки внутренних полостей, очистку деталей от моторного масла, различных загрязнений и отложений. После снятия крышек, поддонов и демонтажа различных элементов, как правило, из двигателя также вытекает определенное количество остатков технических жидкостей. Для поддержания чистоты на рабочем месте, а также в целях предотвращения попадания таких жидкостей на пол, в нижней части разборочно-сборочного стенда для ремонта двигателей располагается специальный поддон.
На поддон сверху дополнительно устанавливается сетка с мелкими ячейками. Указанная сетка необходима для того, чтобы размещать на ней и далее промывать снятые элементы над поддоном. Также сетка позволяет удерживать мелкие детали двигателя, которые могут упасть в поддон во время мойки или проведения ремонтных работ.
Разборка и сборка двигателя
Метки на крышках коренных подшипников
Запрессовка пальца в верхнюю головку шатуна
| |
| 1 — оправка; 2 — регулировочная гайка; 3 — поршень;4 — поршневой палец; | 5 — направляющая втулка; 6 — шатун; 7 — винт. |
После снятия устанавливаем двигатель на разборочный стенд. Снимаем генератор, головку блока цилиндров, верхнюю крышку картера сцепления, маховик и масляный насос.
ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ
Ключом «на 10» отворачиваем два болта крепления подводящей трубы насоса охлаждающей жидкости…
…и снимаем трубу и прокладку.
Ключом «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала.
Снимаем держатель и прокладку.
Головкой «на 14» отворачиваем гайки крепления крышки шатуна (шатун при этом должен находиться в НМТ).
Снимаем крышку шатуна.
Вынимаем нижний вкладыш шатунного подшипника из крышки.
Упираемся деревянной ручкой молотка в плоскость нижней головки шатуна…
…и выталкиваем поршень с шатуном из цилиндра.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогично извлекаем поршни с шатунами из других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца…
…и снимаем верхнее компрессионное кольцо. Таким же образом снимаем нижнее компрессионное…
…и маслосъемное кольца.
Снимаем расширитель маслосъемного кольца.
На двигателе ВАЗ-21083 поршневой палец вставлен в верхнюю головку шатуна с натягом.
Выпрессовываем палец ударами молотка по оправке, удерживая шатун на весу (или уложив поршень на деревянную опору с цилиндрической выемкой под юбку поршня и отверстием под палец).
Снимаем поршень с шатуна
На двигателе ВАЗ-2111 применяются поршневые пальцы плавающего типа, свободно вращающиеся в бобышках поршней и втулках шатунов. Для разборки поршня с шатуном зажимаем шатун в тиски с накладками губок из мягкого металла.
Поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня. Таким же образом вынимаем второе стопорное кольцо.
Оправкой выталкиваем поршневой палец и снимаем поршень с верхней головки шатуна.
Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.
Снимаем крышку.
Вынимаем из крышки нижний вкладыш коренного подшипника. Таким же образом снимаем еще четыре крышки коренных подшипников.
Вынимаем коленчатый вал.
Вынимаем из проточек опоры среднего коренного подшипника упорные полукольца.
Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.
Собираем двигатель в обратной последовательности.
В крышки коренных подшипников устанавливаем вкладыши без проточки на внутренней поверхности.
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем вкладыши с проточками, а в третью опору — вкладыш без проточки (такой же, как и в крышке).
Cмазываем вкладыши моторным маслом и укладываем в опоры коленчатый вал. Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом. Поверхности полуколец с антифрикционным покрытием (на них выполнены проточки) должны быть обращены к щекам коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ — см. рис. Метки на крышках коренных подшипников).При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Затягиваем болты крепления крышек предписанным моментом (см.
Класс цилиндра, обозначаемый буквами A, B, C, D, E выбит на нижней плоскости блока цилиндров.
Классы диаметров поршня и отверстия под поршневой палец, а также группа по массе поршня указаны на его днище.
Поршневой палец, смазанный моторным маслом, должен входить в отверстие поршня с усилием нажатия большого пальца руки и не выпадать из поршня при вертикальном положении пальца.
а двигателе ВАЗ-21083 для запрессовки пальца в верхнюю головку шатуна монтируем палец на универсальную оправку (см. рис. Запрессовка пальца в верхнюю головку шатуна).
Размер А вычисляем по формуле: А = 0,5
Почему ломается двигатель?
Безусловно, все мы хотим, чтобы наше транспортное средство служило нам долго и при этом все время было в отличном рабочем состоянии. Однако такое бывает только в сказках, а на практике даже новые автомобили, взятые из фирменных салонов, уже через несколько лет нуждаются в ремонте. А что уж говорить, когда хозяин не жалеет своего «железного коня»? В общем, множество факторов способствует выходу из строя либо же некорректной работе одной из главных деталей авто – двигателя.
![]()
Итак, рассмотрим основные ошибки, приводящие к столь плачевным последствиям. Как уже было сказано, самым негативным образом отражается неправильная эксплуатация транспортного средства, например, использование неподходящего топлива или же низкокачественных технических жидкостей. Также негативно отразится несвоевременная замена масла и ремня ГРМ, постоянный перегруз автомобиля. Еще губительным будет пренебрежение потребностью движка в прогреве в холодное время года. А что уж говорить о неисправностях после механического воздействия вследствие аварии?
![]()
Технологический процесс сборки двигателей после капитального ремонта
Сборка двигателей на авторемонтных заводах производится аналогично сборке двигателей на Камском объединении по производству большегрузных автомобилей.
Детали на сборку поступают следующим образом: базовые детали (блоки цилиндров, головки блоков цилиндров, коленчатые валы, распределительные валы) — с постов их восстановления и испытания; остальные детали — с комплектовочного отделения. Поступающие на сборку детали должны быть очищены от грязи, лаковых отложений, нагара и накипи, обезжирены, промыты и высушены. Масляные каналы и отверстия в деталях после очистки промываются под давлением и продуваются сжатым воздухом. Они должны соответствовать чертежам и требованиям ТУ завода-изготовителя.
Не допускаются к сборке крепежные детали (болты, шпильки, гайки) с изношенными или помятыми гранями. Повреждения резьбы более 2 ниток исправляются резьбонарезным инструментом.
Сборка двигателей производится на конвейере поточным методом в следующей последовательности: после установки блока цилиндров на стенд конвейера на его станки устанавливаются заглушки и уплотнения; в постели коренных подшипников укладывается коленчатый вал; подшипники закрываются крышками; во втулки распределительного вала вставляется распределительный вал; в гнезда помещаются гильзы цилиндров, а в гильзы — поршни в сборе с кольцами, пальцами и шатунами; нижние головки шатунов надеваются на шатунные шейки коленчатого вала и закрываются крышками; монтируются штанги и направляющие с толкателями; на верхнюю часть блока помещаются головки, а его нижняя часть после установки масляного насоса закрывается поддоном. Детали в сопряжениях двигателя собираются в соответствии со сборочными чертежами. Допуски и посадки деталей в сопряжениях должны соответствовать данным, приведенным в табл. 31. После всех сопряжений на двигатель устанавливается навесное оборудование.
Установка блока цилиндров на стенд конвейера производится с помощью мостового крана. На стенде на блок цилиндров вставляются заглушки, пробки, нижние уплотнительные кольца гильз цилиндров и верхние уплотнительные кольца гильз цилиндров без скручивания и излишнего растягивания.
31. Допуски и посадки (зазоры и натяги) в сопряжениях деталей двигателей КамАЗ-740, мм
| Номер и наименование сопряженной детали | Размер | Зазор (натяг) в сопряжении | ||
| по рабочему чертежу | допустимый без ремонта | по рабочему чертежу | после капитального ремонта | |
| 740.1002011. Блок цилиндров — диаметр отверстия под бурт гильзы цилиндров | 145 | — | —0,74…—0,39 | —0,74…—0,39 |
| 740.1002021. Гильза цилиндров — наружный диаметр | 146 | — | — | — |
| 740.1002011. Блок цилиндров — диаметр верхнего посадочного отверстия под гильзу | 137,5 | 137 | — | — |
| 740.1002021. Гильза цилиндров — диаметр верхнего посадочного пояска | 137,5 | — | —0,01…—0,05 | —0,05…—0,07 |
| 740.1002011. Блок цилиндров — диаметр нижнего посадочного отверстия под гильзу | 134 | 134 | — | — |
| 740.1002021. Гильза цилиндров — диаметр нижнего посадочного пояска | 134 | — | —0,01…—0,05 | —0,03…—0,07 |
| 740.1002011. Блок цилиндров — диаметр гнезда под вкладыши коренных подшипников | 100 | 100,03 | — | — |
| 740.1005170. Вкладыши коренных подшипников — толщина вкладыша | 2,5 | — | +0,156…+0,096 | +0,165…+0,096 |
| 740.1005020. Вал коленчатый: | ||||
| диаметр коренных шеек | 96-0,015 | 94,98 | +0,096…+0,156 | +0,096…+0,156 |
| диаметр шатунных шеек | 80-0,013 | — | +0,07…+0,117 | +0,07…+0,117 |
| 740.1002011. Блок цилиндров — ширина гнезда под крышку подшипника коленчатого вала | 170 | 170,03 | — | — |
| 740.1005140. Крышка подшипника коленчатого вала — ширина крышки | 170 | — | +0,001…+0,024 | +0,001…+0,024 |
Установка сцепления
Сцепление перед установкой на маховик тщательно обдувается сжатым воздухом. При установке сцепления на маховик ведомые диски центрируются относительно оси коленчатого вала с помощью шлицевой оправки.
Средний ведущий диск в сборе и нажимной диск с кожухом в сборе устанавливаются на маховике двигателя без дополнительной подгонки, причем средний ведущий диск должен перемещаться в пазах маховика под давлением отжимных рычагов. При установке среднего ведущего диска поверхности концов отжимных рычагов смазываются смазкой № 158.
Затяжка болтов крепления нажимного диска сцепления с кожухом в сборе к маховику производится равномерно без перекосов. Окончательно болты затягиваются моментом 55—63 Н*м.








Собранный двигатель окрашивается алюминиевой нитроглифталевой эмалью НЦ МРТУ-10-895-69 без грунта. Стартер, генератор, масляные фильтры, воздушный фильтр и крыльчатка вентилятора окрашиваются в черный цвет эмалью НЦ-184.
Установка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 65.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.
Рис. 65. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Обзор и стоимость
Для перевозки моторов водомоторниками используются тележки как индивидуального производства под свои нужды, конструкцию и вес мотора, так и промышленного производства (универсального применения), которые можно приобрести в магазинах, торгующих водомоторной техникой и лодками.
Тележка для перевозки лодочного мотора ТМ-2
Тележка предполагает перевозку с двигателем топливного бака, она имеет разборную конструкцию. Упор для устойчивого положения, крепление для стандартного топливного бака, ручка с колесами легко отсоединяются. Для установки мотора на лодку, его необходимо снимать с тележки и переносить к транцу лодки. Вес алюминиевой тележки 8,7 кг, что в два раза легче тележки из конструкционной стали. Стоимость 6500 рублей.
![]()
Цена — 6500 рублей.
Тележка Morlab
Это тележка трансформер. Конструкция запатентована. Стойка, упор, ручка для перевозки складываются, тележка в собранном виде очень компактна и позволяет ее брать с собой в лодку. Вес тележки 6 кг, что обеспечивается изготовлением каркаса из квадратного алюминиевого профиля. Специальная конструкция и форма фальш-транца позволяет перекидывать мотор с тележки на транец лодки без поднятия мотора. Стоимость 7500 рублей.
![]()
Цена — 7500 рублей.