

Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.
Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
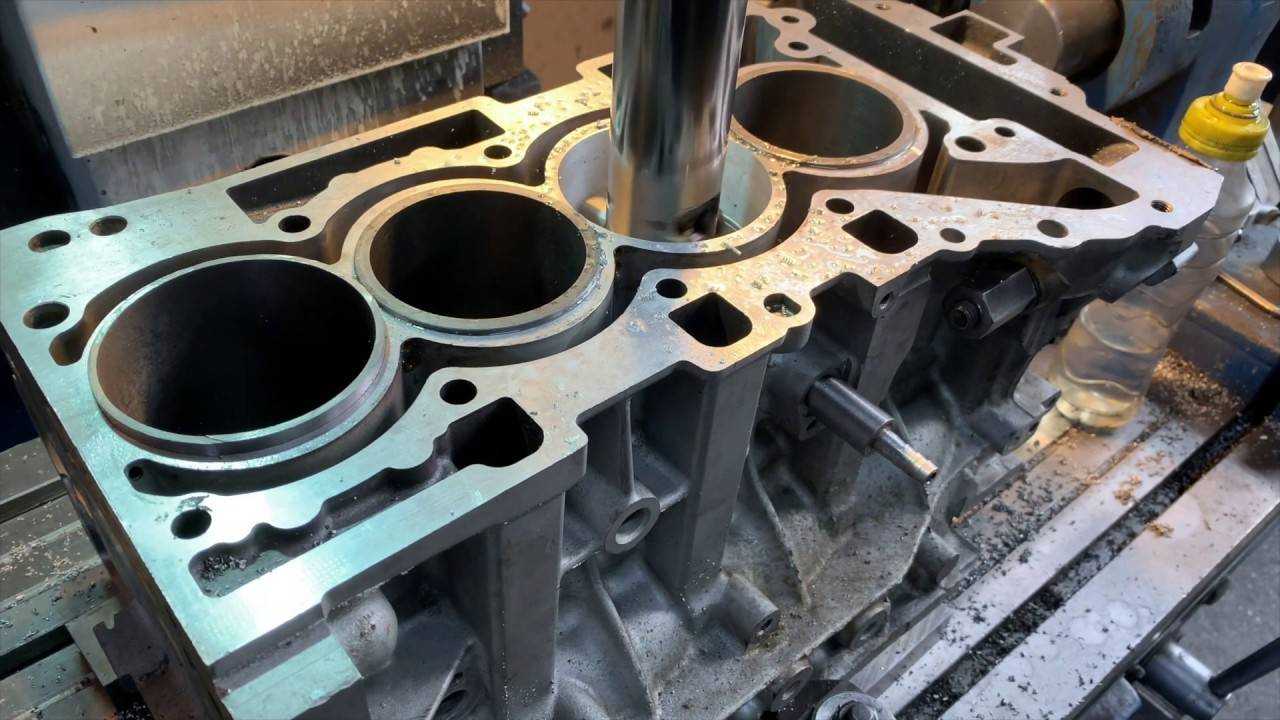
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.
На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Ключевые характеристики, тип и конструктивные особенности двигателей ЯМЗ-6585 для тракторов Кировец
ЯМЗ-6585 — это восьмицилиндровый дизельный мотор, с V-образным расположением цилиндров, четырехтактный, c жидкостной системой охлаждения, турбонаддувом и охлаждением наддувочного воздуха в теплообменнике типа «воздух-воздух», который устанавливается на тракторе.
Двигатель обеспечивает современное требование по топливной экономичности, выбросам вредных веществ и сохраняет свои массово-габаритные характеристики. Новые модификации для тракторов «Кировец» разработаны на базе серийного многоцелевого дизеля ЯМЗ-6585 с улучшенными характеристиками.
Гильзы цилиндров — «мокрого» типа, изготавливаются из специального износостойкого чугуна. Для обеспечения приработки и защиты от коррозии на гильзы наносится специальное износостойкое фосфатное покрытие. Гильзы устанавливаются своими посадочными поясами в расточки блока цилиндров и прижимаются к нему головкой через бурт и прокладку. Высота бурта гильзы цилиндра — 9,6 мм. На нижний торец расточки блока под гильзу цилиндра наносится слой герметика «Лактайт-5900». Выступание бурта гильзы над поверхностью блока цилиндров должно быть в пределах: 1,6 (+0,035, -0 057 мм).
Поршни отливаются из специального алюминиевого сплава. На боковой поверхности выполнены три канавки под поршневые кольца (две под компрессионные и одна под маслосъемное кольцо). Канавка под верхнее компрессионное кольцо защищена от износа вставкой из специального чугуна. Для обеспечения показателей рабочего процесса камера сгорания имеет поднутрение боковой поверхности и вытеснитель на днище. На днище выполнены выточки под клапаны газораспределения. Высота от днища до оси отверстия под поршневой палец – 85 мм. Диаметр отверстия под палец — 52 мм. Охлаждение поршня маслом производится из неподвижной форсунки.
Для достижения экологических параметров применена топливо-подающая система аккумуляторного типа с повышенной энергией впрыска и с электронным управлением подачей топлива. Данная технология обеспечивает высокое давления впрыска топлива до 1600 бар, многофазную подачу топлива и гибкое управление основными параметрами процесса топливоподачи (угол опережения впрыскивания топлива, давление впрыска, количество и моменты дополнительных впрысков).
С топливным насосом высокого давления в одном агрегате объединены регулятор производительности, топливоподкачивающий насос и полумуфта привода.
В корпусе насоса установлены: кулачковый вал, вращающийся в роликовых подшипниках, толкатели плунжера, секции топливного насоса (отдельные насосные элементы), состоящие из корпусов секции с плунжерными парами, впускными и нагнетательными клапанами, пружинами толкателя и штуцерами, к которым присоединяются топливопроводы высокого давления. Кулачковый вал имеет 3 промежуточные опоры и установлен с осевым натягом 0,01…0,07 мм, который обеспечивается регулировочными прокладками, установленными между крышкой подшипника и корпусом ТНВД.
Если говорить о фильтрах и трубопроводах, то решение использует в своей конструкции фильтр тонкой очистки топлива со сменными элементами, полнопоточный масляный фильтр со сменным элементом, центробежный масляный фильтр, пластиковые трубопроводы низкого давления.
Понятие гильзы
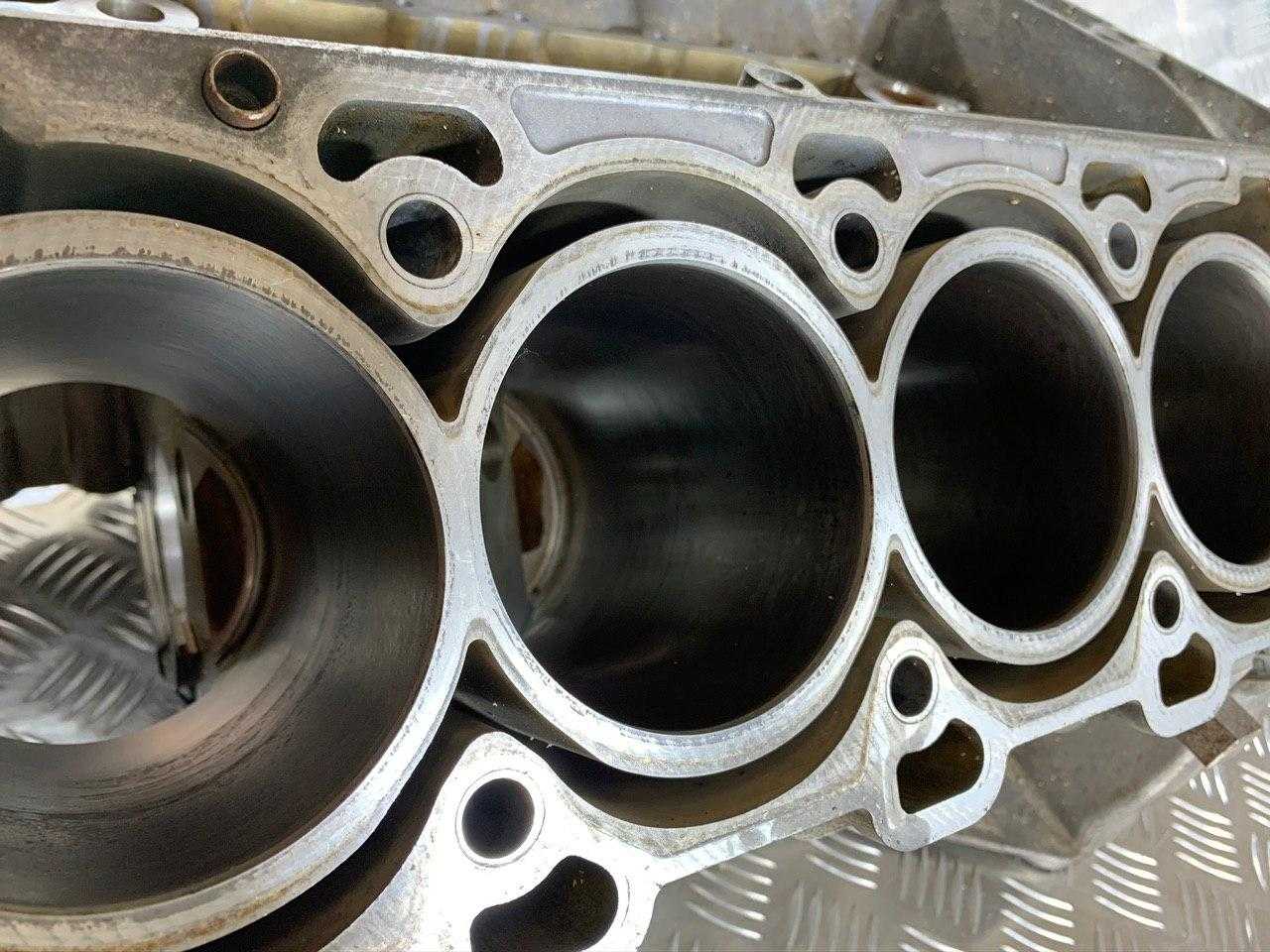
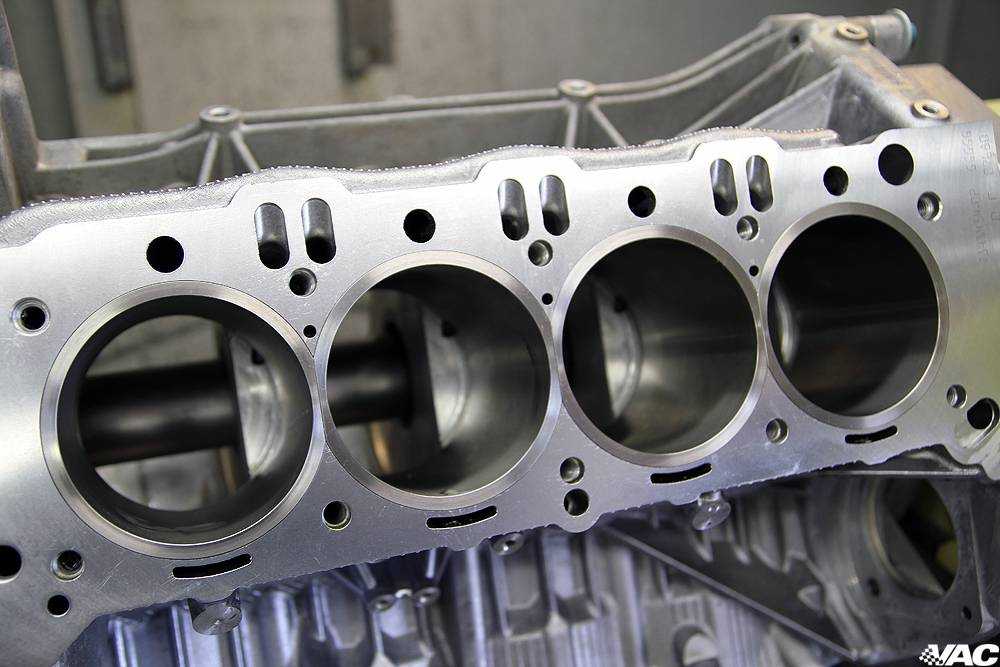
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.






![]()
Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия
При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
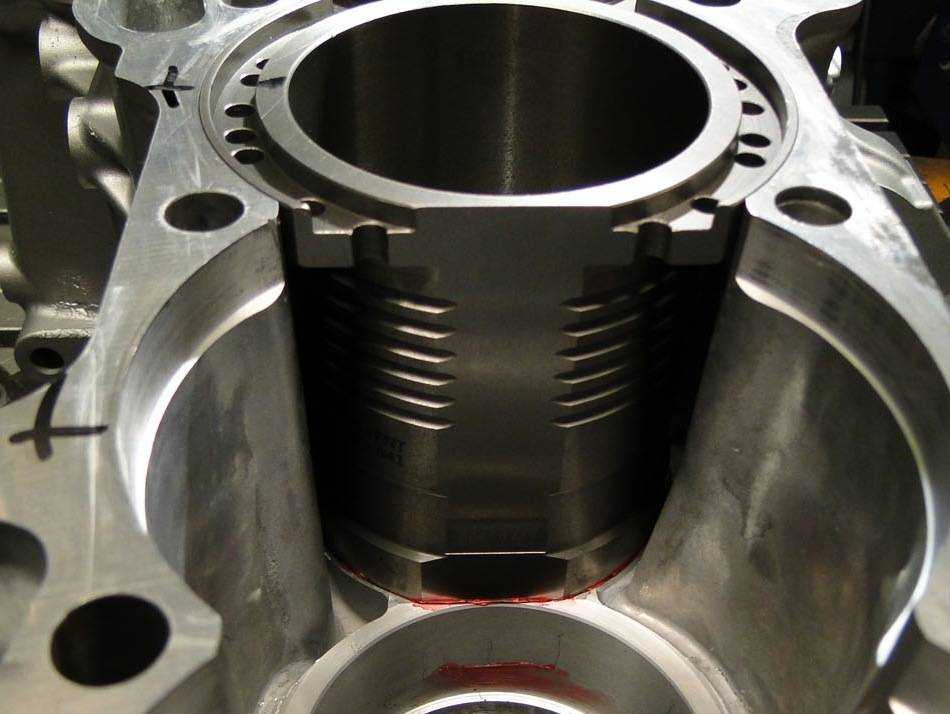
Мокрая гильза
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 314), автомобильные карбюраторные двигатели М-24, ЗИЛ-130 и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси.
Поскольку мокрые гильзы обеспечивают лучший отвод тепла, такие гильзы применяют в форсированных двигателях. Мокрые гильзы, в частности, имеют тракторный дизель СМД-14 ( рис. 35), автомобильные карбюраторные двигатели ГАЗ-21 ( рис. 36, 37), ЗИЛ-130 ( см. рис. 22) и др. Изношенные мокрые гильзы в большинстве случаев не ремонтируют ( расточка и шлифовка), а заменяют новыми без снятия двигателя с шасси.
При установке мокрой гильзы в блок-картер добиваются, чтобы охлаждающая жидкость не попадала в поддон картера и в цилиндр и чтобы обеспечивалась возможность свободного изменения длины гильзы при ее нагревании и охлаждении.
При использовании мокрых гильз достигаются следующие преимущества: упрощается литье блок-картеров, имеется возможность применения более износостойких материалов, повышается теплоот-вод и уменьшается неравномерность нагрева, снижается трудоемкость ремонта.
В стенках мокрых гильз при изменении положения шатуна п направления действия нормальных сил возникают динамические деформации, вызываемые ударами поршня при его перекладке в в. Амплитуда ударных сил во многом зависит от зазора в паре поршень — гильза п от профиля поверхности поршня но высоте.
Верхний фланец мокрой гильзы двигателя ГАЗ-21 входит в проточку блока и через прокладку надежно зажимается головкой цилиндров; в нижней части гильза уплотняется кольцевой прокладкой из маслоупорной резины.
|
Продольный разрез двигателя ГАЗ-21. / — блок-картер. 2 — мокрая гильза. 3 — поршень с юбкой облегченного типа. |
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 22, 35), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
В блок-картере мокрую гильзу устанавливают в двух направляющих поясах ( см. рис. 308 и 314), причем диаметр верхнего направляющего пояса выполняют несколько большим, чем диаметр нижнего.
На наружной поверхности мокрой гильзы имеются два точно обработанных пояса. Посадка верхнего пояса гильзы выполнена с зазором, чтобы предохранить металл от трещин при тепловом расширении. Верхним поясом гильза опирается на поверхность выточки в рубашке цилиндра. Для предохранения от прорыва газов стык между головкой блока, гильзами и рубашкой цилиндров уплотняется общей алюминиевой, стале — или медноасбестовой прокладкой. При обжатии шпильками головки блока или крышки прокладка деформируется и уплотняет соединение. Нижняя часть мокрой гильзы цилиндра не может быть уплотнена жестко, так как она в процессе работы двигателя нагревается и удлиняется. Здесь применяют подвижную посадку, предохраняющую гильзовую втулку от деформации.
Уплотнение нижнего стыка мокрой гильзы и блока достигается обычно с тгомощыо двух резиновых колец 1 ( рпс.
Блок цилиндров с мокрыми гильзами всегда легче, чем блок-картер, отлитый как одно целое с цилиндрами; однако стоимость его изготовления может быть более высокой. Преимуществом такой конструкции блока цилиндров является устранение брака при литье вследствие нарушения геометрии формы и неравномерности толщины стенок отливки. Благодаря этому обеспечивается более равномерное охлаждение цилиндров, беспрепятственная циркуляция охлаждающей воды и устранение явлений неравномерного нагрева стенок.
|
Уплотнительная прокладка из листов мягкой стали.| Уплотнение газового стыка при помощи кольцевых канавок. |
Для этого торец фланца мокрой гильзы / располагают на 0 05 — 0 30 мм выше верхней плоскости блока 2 ( рис. 63, б), что уменьшает площадь контакта, на которую передается большая часть сил затяжки крепежных шпилек ( или болтов) головки блока.
|
Заготовки автомобильных и тракторных гильз. |
Материал для изготовления гильз блока цилиндров
Сегодня принято использовать для производства гильз цилиндров заготовки из чугуна. Этот материал для производства гильз блока цилиндров отвечает всем современным требованиям к деталям для автомобильного двигателя. Серый чугун хорошо себя зарекомендовал в показателях прочности, надежности и износостойкости. Существует 4 основные сплавы гильзы цилиндра из чугуна. Детально смотрите таблицу, приведенную в конце статьи.
Материал для изготовления гильз блока цилиндров из нелегированного чугуна плохо подходит для достаточно долгой работы двигателя, особенно если это проходит в трудных условиях эксплуатирования. В такой ситуации происходит сильное трение и воздействие высокой температуры на внешнюю стенку детали гильзы цилиндра и седло клапана. Чтобы повысить износостойкость к гильзе из чугуна присоединяют нирезистовые термовставки. Их производят из чугуна, сильнолегированного большим объемом никеля (Ni). Это приводит к возрастанию показателей износостойкости деталей гильзы цилиндров, но существует ряд обстоятельств, из-за которых ограничивают использование такого способа, а именно: 1) термовставки можно использовать только вверху гильзы цилиндров из чугуна; 2) он нетехнологичный при металлообработке; 3) применение чугуна для детали гильзы цилиндра с большим содержимым Ni во многих случаях неэкономично. Поэтому наша компания отказалась от применения термовставок. Теперь мы изготавливаем гильзы цилиндров из фосфористого высоколегированного чугуна по низким ценам. ![]()
Гильзы из фосфористого чугуна различаются большим (0,4–1,5%) содержимым фосфора. Наши лабораторные исследования и большой опыт показывают, что высокая износостойкость характерна для гильз, сделанных из фосфористого чугуна. Наши лабораторные испытания показали как влияет различные добавки к сплаву чугуна на его износостойкость.
Полученные результаты:
— при легировании материала для изготовления гильз блока цилиндров из чугуна его металлическая матрица становится прочнее, а деформация детали гильзы цилиндра в процессе трения становится меньше;
— эластичность и прочность деталей также зависит от свойств его металлического основания;
— поэтому добавление графита как бы служит характерным индикатором легированого чугуна, с его помощью мы делаем выводы о годности к эксплуатации;
— увеличивает надёжность работы детали гильзы цилиндра легирование материала для изготовления гильз блока цилиндров из чугуна такими элементами как: Cr, Cu, Р, Ni, C, Si, Mn, S, Ti, V в приемлемом соответствии с другими элементами.
Все эти действия создают дополнительные защитные слоя на поверхности детали гильзы блока цилиндра в результате трения. Комбинируя все эти методы мы достигли высокого качества нашей продукции, которая соответствует всем современным требованиям и стандартам. Также хотим отметить, что проведенные нами опыты показывают, что прочность, эластичность, и свойства деформации материала для изготовления гильз блока цилиндров из серого чугуна, значительно не различаются, а то и наоборот, превосходят оригинальную продукцию фирм производителей.
Химический состав материала для изготовления гильзы блока цилиндров
| Нелегированные и низколегированный | 3,28 | 2,17 | 0,76 | 0.08 | 0.12 | 0.30 | 0.27 | 0.41 | 0.35 | 0.04 |
| Среднелегированные | 3,30 | 2,24 | 0,72 | 0,16 | 0.12 | 0.38 | 0.33 | 0.59 | 0.19 | 0.15 |
| Низколегированные фосфористые | 3,30 | 2,04 | 0,77 | 0,49 | 0.10 | 0.36 | 0.35 | 0.34 | — | — |
| Среднелегированные фосфористые | 3,55 | 1,94 | 0,59 | 1,39 | 0.05 | 0.40 | 0.46 | 0.51 | 0.08 | — |
О новом поколении дизельных двигателей ЯМЗ-6585 для тракторов Кировец К-7М: назначение и ключевые изменения
На базе ПАО «Автодизель» (ЯМЗ) разработана и теперь выпускается новая линейка модернизированных дизельных двигателей семейства ЯМЗ V8 для современных и перспективных сельскохозяйственных тракторов Кировец серии К-7М. Модернизированные моторы заменили выпускавшиеся ранее модели ЯМЗ-238НД3/НД4/НД5 мощностью 235-300 л.с., которые успешно зарекомендовали себя в течение более чем 20 лет эксплуатации в составе техники.








По сравнению с ЯМЗ-238НД5 новый двигатель ЯМЗ-6585 подвергся глубокой модернизации, которая затронула базовые элементы конструкции, системы и узлы за счет изменения системы топливоподачи и мероприятий по снижению теплонапряженности двигателя. Также изменены блок и головка цилиндров, цилиндро-поршневая группа (гильза, поршень, палец и поршневые кольца — ЦПГ), модернизированы системы наддува и охлаждения, применена топливная система аккумуляторного типа с электронным управлением. Кроме того, ЯМЗ-6585 отличаются улучшенными тягово-экономическими параметрами, высоким уровнем надежности и соответствуют современным экологическим нормам Stage IIIa.
![]()
Важно, что для тракторов Кировец К-735М Ст и К-739М Ст стали доступны сразу две модификации моторов — ЯМЗ-65855 мощностью 350 л.с. и ЯМЗ-65857 мощностью 390 л.с., соответственно
![]()
Если говорить в целом о новой серии силовых установок, то стоит отметить, что для нее характерна топливоподающая система аккумуляторного типа Common Rail с электронным управлением подачей топлива. В настоящее время она уже полностью построена на базе отечественных комплектующих: применятся топливный насос ЯЗДА (Ярославль), форсунки АЗПИ (Барнаул), блок управления АБИТ (Санкт-Петербург). Для повышения надежности и ресурса в 2022 году в конструкцию дизелей ЯМЗ-6585 был внедрен и ряд улучшений, схематично они отображены на изображении (снизу).
![]()
Для тракторов с новыми двигателями ЯМЗ будут доступны все опции, которые можно заказать для остальных моделей линейки Кировец К‑7М. Двигатель ЯМЗ-6585-04, его модификации ЯМЗ-65854, ЯМЗ65855, ЯМЗ-65857 и их комплектации предназначены для установки на тракторы АО «ПТЗ» лесохозяйственного и сельскохозяйственного назначения и на другие изделия.
![]()
Среди главных преимуществ линейки модернизированных дизелей ЯМЗ-6585 стоит выделить:
- увеличенную мощность до 390 л.с. и крутящий момент до 1864 Нм, которые обеспечивают эффективную работу перспективных сельхозтракторов Кировец;
- высокую надежность, безотказность и значительный ресурс не менее 8000 часов;
- соответствие экологическим нормативам Правил ООН № 96-02 (Stage IIIa) и требованиям Технического регламента Таможенного Cоюза ТР ТС 018/2011 «О безопасности колесных транспортных средств»;
- высокие технико-экономические характеристики по расходу топлива и масла;
- низкую стоимость владения, а также доступность запчастей и обслуживания.
1.1 Общие вопросы безопасности труда
Создание
безопасных и здоровых условий труда на каждом рабочем месте является главной
задачей всех руководящих и инженерно-технических работников
сельскохозяйственных предприятий. Администрация обязана соблюдать требования
государственных стандартов, норм и правил по охране труда, осуществлять
мероприятия по технике безопасности и производственной санитарии, принимать необходимые
меры по предупреждению несчастных случаев.
Важнейшее
значение имеет обучение работающих безопасности труда, которое осуществляется в
соответствии с ГОСТ 12.0.004–90 на всех предприятиях и в организациях,
независимо от степени опасности. Вновь принятых или меняющих работу рабочих
должны обучать в учебных мастерских (в цехах, на участках) безопасным приёмам
работы инструкторы, на рабочем месте – высококвалифицированный рабочий,
бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение
производится с помощью инструктажей.
Различают
следующие виды инструктажа:
1)
вводной
инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на
работу);
2)
первичный
инструктаж (на рабочем месте до начала производственной деятельности);
3)
повторный
инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4)
внеплановый
инструктаж (в случаях введения новых или переработки стандартов, правил,
инструкций, замены оборудования инструмента и т.п., при аварии, травме, пожаре,
перерыве в работе более 30 календарных дней;
5)
целевой
инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий,
катастроф) .
1.2 Мероприятия по обеспечению нормальных санитарно-технических условий
В процессе труда человек вступает во взаимодействие с предметами, орудиями труда и другими людьми. Кроме того, на него воздействуют различные факторы производственной обстановки, в которой протекает труд. Все это в совокупности характеризует определенные условия труда человека. От условий труда в большей степени зависят здоровье и работоспособность человека, его отношение к труду и его результаты, поэтому улучшение условий труда придает очень большое значение.
Если системами, противодействующими воздействиям вредных факторов на организм, не обеспечиваются нормативные параметры вредных выделений в рабочей зоне, то необходимо выдавать рабочим средства индивидуальной защиты.
Многие производственные процессы сопровождаются выделением в воздух рабочей зоны различного рода загрязнений и тепловых излучений. Вредные вещества проникают в организм человека главным образом через дыхательные пути, а также через кожные покровы и слизистые оболочки.
Для защиты органов дыхания от вредных газов и паров, присутствующих в воздухе в концентрациях, не превышающих ПДК более чем в 15 раз, рекомендуется противогазовый респиратор РПГ-67.
Глаза необходимо защищать при работе с концентрированными химическими веществами, а также при эксплуатации шлифовального и полировального оборудования. Для защиты глаз пригодны полузакрытые или герметичные очки с обыкновенными или коррегирующими бесцветными безосколочными стеклами. Для защиты глаз от пыли и брызг едких жидкостей рекомендуются очки типа ЗПС-80, ЗП2–80, ЗПЗ-80.
Огромное значение для нормализации воздушной среды при восстановлении гильз имеет вентиляция, с помощью которой можно достичь удаления загрязненного или нагретого воздуха из помещений и подачей в него свежего воздуха.
В зависимости от способа перемещения воздуха различают вентиляцию естественную и механическую.
При естественной вентиляции воздух поступает и удаляется через щели, окна, двери и т.п. Если перемещение воздуха производят с помощью вентиляторов, то такую вентиляцию называют механической. В зависимости от направления потока воздуха вентиляция бывает приточной и вытяжной. По зоне действия различают общеобменную, местную и смешанную вентиляции.








Местную механическую вентиляцию проектируют в случае фиксированных мест вредных выделений в конструкции оборудования или технологического процесса. У гальванических ванн, абразивно-заточного и другого оборудования, имеющего места интенсивного вредного выделения, проектируют зонты, бортовые, щелевые и другие устройства для их местного удаления. Кроме того, в помещениях с таким оборудованием проектируют общеобменную вентиляцию, чтобы уменьшить концентрацию загрязнений в окружающем воздухе.
Правильное проектирование и рационально выполненное освещение помещений на предприятии оказывает положительное влияние на работающих, способствует повышению качества продукции, благоприятствует более высокой производительности труда, обеспечению его безопасности, снижает утомляемость и травматизм на производстве, сохраняет высокую трудоспособность в процессе труда.
Учитывая это, рационально использовать смешанное освещение, в котором будет сочетаться естественное, а именно боковое односторонне освещение и искусственное (рабочее) освещение.
К рациональному освещению будут предъявляться следующие требования: соблюдение норматива освещенности, равномерное распределение светильников; в поле зрения не должна быть прямой и отраженной блеклости. Нормы освещенности для различных помещений ремонтных предприятий указаны в справочной литературе .
Большое влияние на самочувствие работающих оказывает шум, создаваемый оборудованием
Сильный шум вызывает перегрузку слухового аппарата, слуховое утомление, понижает внимание, воздействует на элемент центральной нервной системы, что может содействовать возникновению несчастного случая
Причиной возникновения шума является вибрация. Для снижения вибрации, воздействующей на работающих, применяют следующие методы: ослабление вибрации в источнике, применение средств виброзащиты; расположение станков на 1-м этаже помещения, на отдельных фундаментальных плитах; применение амортизаторов (резиновой прокладки).
Одним из важнейших мероприятий является соблюдение требований техники безопасности рабочими при работе на станках: чистку, смазку, регулировку механизмов и установку деталей производить при остановленном станке с выключенным электродвигателем; измерения и другие рабочие приемы производить только при остановленном станке; запрещается работать на неисправном станке и т.д.
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку. Для этого в продаже доступны втулки из алюминия;
- Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.