Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
- Противовес передний.
- Задний аналог.
- Приводная шестеренка.
- Зубчатый элемент привода ГРМ.
- Шпонка.
- Шпонка.
- Штифт.
- Жиклер.
- Разгрузочные гнезда.
- Гнезда для подвода масла.
- Отверстия для маслопровода к шатунным шейкам.
Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Общее устройство и техническая характеристика двигателя КамАЗа 740.10
На автомобилях КамАЗ устанавливаются восьмицилиндровые,
V-образные, четырехтактные дизели модели 740 с жидкостным охлаждением.
Блок-картер двигателя отлит из чугуна и снизу закрыт
штампованным поддоном. В расточках блоков установлены гильзы цилиндров
«мокрого» типа. Сверху гильзы закрыты индивидуальными головками.
Механизм газораспределения верхнеклапанный. В нижней части развала блока
установлен распределительный вал. Под ним в коренных опорах — коленчатый вал.
В передней части блока с коленчатым валом установлена
гидромуфта привода вентилятора. С правой стороны блока крепятся центробежный
фильтр очистки масла, масляный фильтр, маслозаливная горловина и щуп для
контроля уровня масла в поддоне. С левой стороны нижней части блока установлен
электростартер .
С наружной стороны боковых поверхностей головок цилиндров крепятся
выпускные трубопроводы, с внутренней стороны — впускные трубопроводы и
водоотводящие трубы. Сверху к впускным трубопроводам крепится фильтр тонкой
очистки топлива. На передних концах водоотводящих труб установлены термостаты
системы охлаждения двигателя.
В развале блок-картера размещены топливный насос высокого
давления, компрессор и насос гидроусилителя рулевого управления.
Указанные конструктивные решения, а также применение
автоматической гидромуфты в приводе вентилятора и двух термостатов в системе
охлаждения, эффективная очистка масла, топлива и воздуха обеспечивают высокую
долговечность деталей и узлов двигателя.
Основные параметры двигателя модели 740.10 приведены в
технической характеристике (табл.1)
Таблица 1.
Техническая характеристика
| Модель двигателя | 740.10 |
| Тип двигателя | С воспламенением от сжатия |
| Число тактов | Четыре |
| Число цилиндров | Восемь |
| Расположение цилиндров | V-образное |
| Угол развала | 90° |
| Порядок работы цилиндров | 1-5-4-2-6-3-7-8 |
| Диаметр цилиндра и ход поршня, мм | 120×120 |
| Рабочий объем, л | 10,85 |
| Номинальная мощность брутто, кВт (л. с) | 176(240) |
| Максимальный крутящий момент брутто.Н. м (кгс. м) | 833(85) |
| Частота вращения коленчатого вала, мин: | |
|
— номинальная — при максимальном крутящем моменте — на холостом ходу, не более: минимальная максимальная |
2200 1200-1600 600±50 2930 |
| Модель ТНВД | 337-40 |
| Модель форсунки | 273-30 |
| Давление начала подъема иглы форсунки, МПа (кгс/см): — в эксплуатации, не менее — новой (заводской регулировки) |
19,61 (200) 21,37-22,36(218-228) |
Высокая литровая мощность и низкий удельный расход топлива
достигнуты форсированием двигателя по частоте вращения, применением совершенного
смесеобразования, высокой степени сжатия и использованием тороидальной камеры
сгорания.
Трудоемкость технического обслуживания двигателя в процессе
эксплуатации значительно снижена благодаря применению закрытой системы
охлаждения с всесезонной специальной охлаждающей жидкостью, высококачественных
моторных масел двухступенчатого воздухоочистителя сухого типа, эффективных
топливных и масляных фильтров.
Высокие пусковые качества двигателя при низких температурах
обеспечены применением аккумуляторных батарей повышенной емкости, мощного
стартера, маловязкого моторного масла и системы предпускового разогрева
двигателя.
Двигатель состоит из кривошипно-шатунного механизма и
механизма газораспределения и систем смазки, охлаждения, разогрева, питания
топливом, питания воздухом и выпуска отработавших газов.
Гаситель вращательных моментов
Вам будет интересно:Грузоподъемность ЗИЛ-130: технические характеристики, эксплуатация и ремонт
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.








Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.
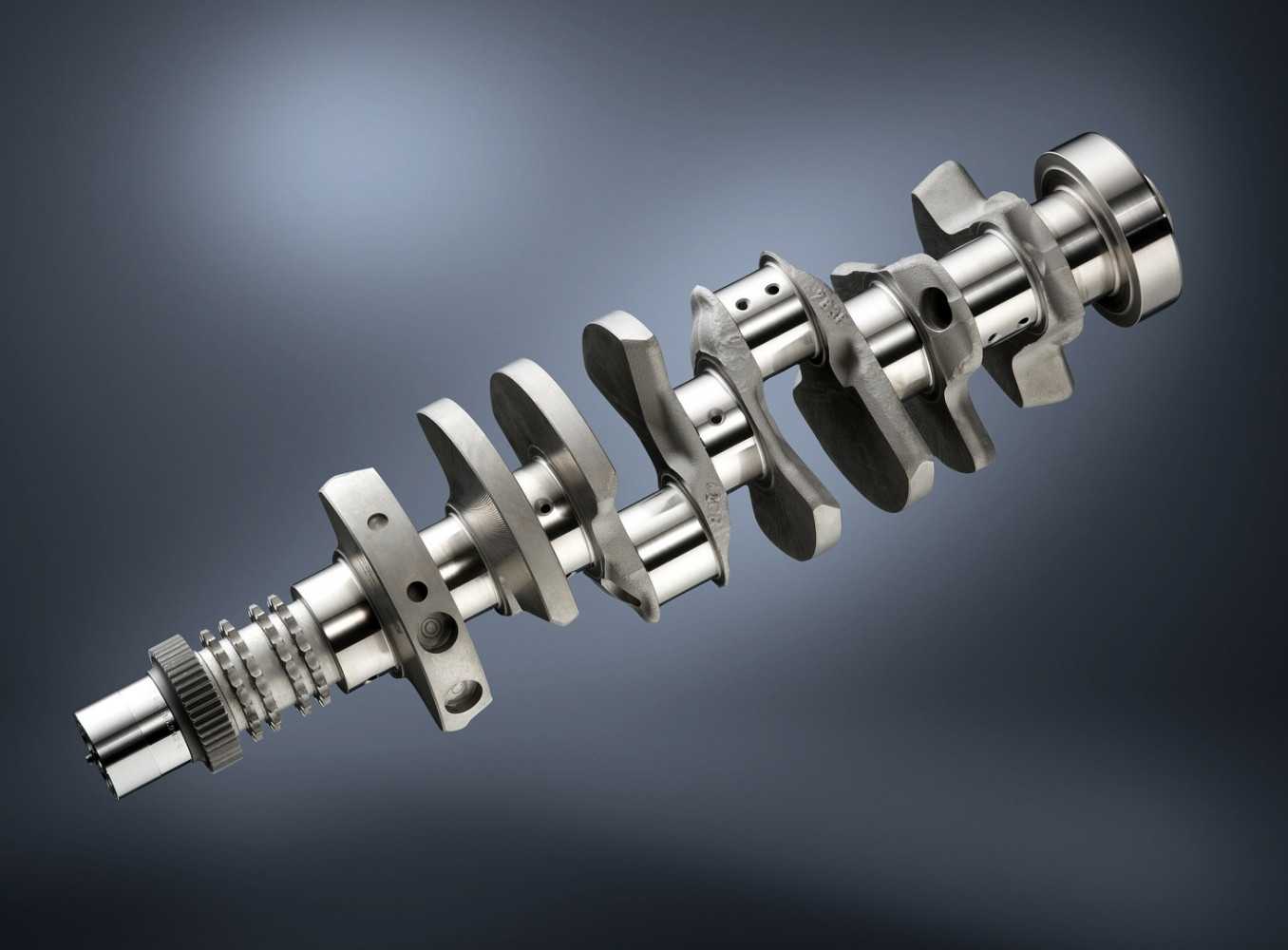
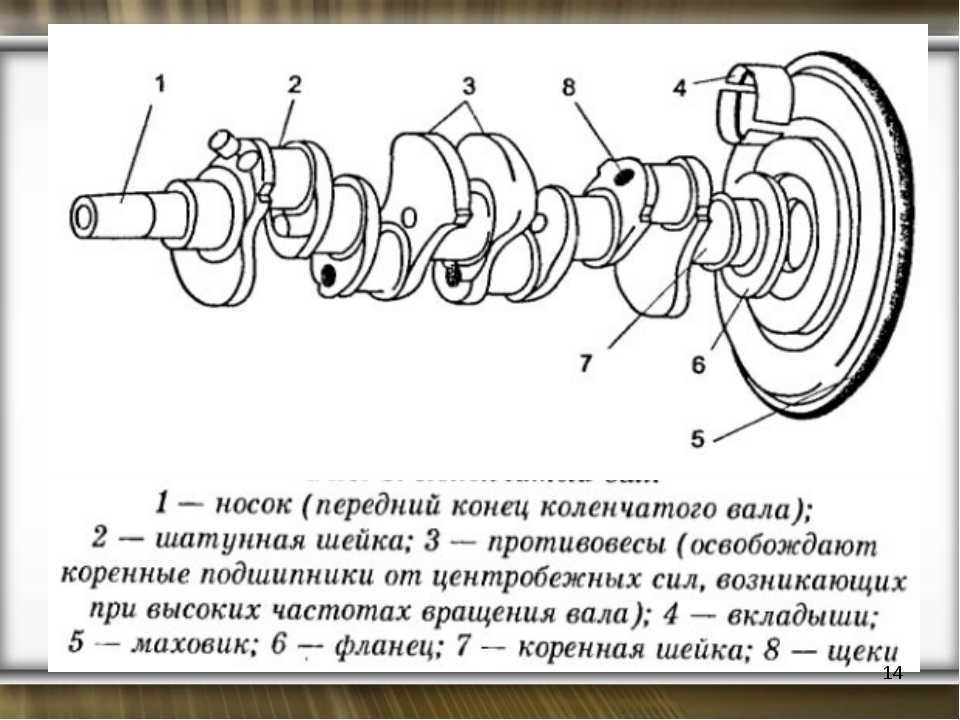
Устройство кривошипно-шатунного механизма
Коленчатый вал (рис.1) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями. Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°.
К каждой шатунной шейке присоединяются два шатуна: один для правого и один для левого рядов цилиндров (рис.2).
Подвод масла к шатунным шейкам производится от отверстий в коренных шейках 10 прямыми отверстиями 11 .
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2. напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6 (рис.1).
В расточку хвостовика коленчатого вала запрессован шариковый подшипник 5 (рис.2).
Рис.1. Коленчатый вал.
Рис.2. Установка упорных полуколец и вкладышей подшипников коленчатого вала.
В полость переднего носка коленчатого вала ввернут жиклер 8. через калибровонное отверстие которого осуществляется смазка шлицевого валика отбора мощности на привод гидромуфты.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рис.2), установленными в проточках задней коренной опоры блока цилиндров, так что сторона с канавками прилегает к упорным торцам вала. На переднем и заднем носках коленчатого вала (рис.1) установлены шестерня 3 привода масляного насоса и ведущая шестерня 4 привода распределительного вата. Задний торец коленчатого вала имеет восемь резьбовых отверстий для болтов крепления маховика, передний носок коленчатого вала имеет восемь отверстий для крепления гасителя крутильных колебаний .
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рис.3), с дополнительным уплотняющим элементом — пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Рис.3. Установка маховика и манжеты уплотнения коленчатого вала.
Диаметры шеек коленчатого вала: коренных 95±0.011 мм. шатунных 80±0,0095 мм. Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей.
Вкладыши 7405.1005170 Р0.7405.1005171 Р0.7405.1005058 РО применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей. Коренные и шатунные подшипники изготовлены из стальной ленты покрытой слоем свинцовистой бронзы толщиной 0.3 мм, слоем свинцовооловянистого сплава толщиной 0.022 мм и слоем олова толщиной 0.003 мм. Верхние 3 (рис.2) и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения. Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока, крышках подшипников и в постелях шатуна. Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные). Поэтому при проведении ремонтного обслуживания не рекомендуется замена вкладышей на серийные с маркировкой 740.100. ., так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников (рис.4) изготовлены из высокопрочного чугуна марки ВЧ50. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме регламентированным моментом.









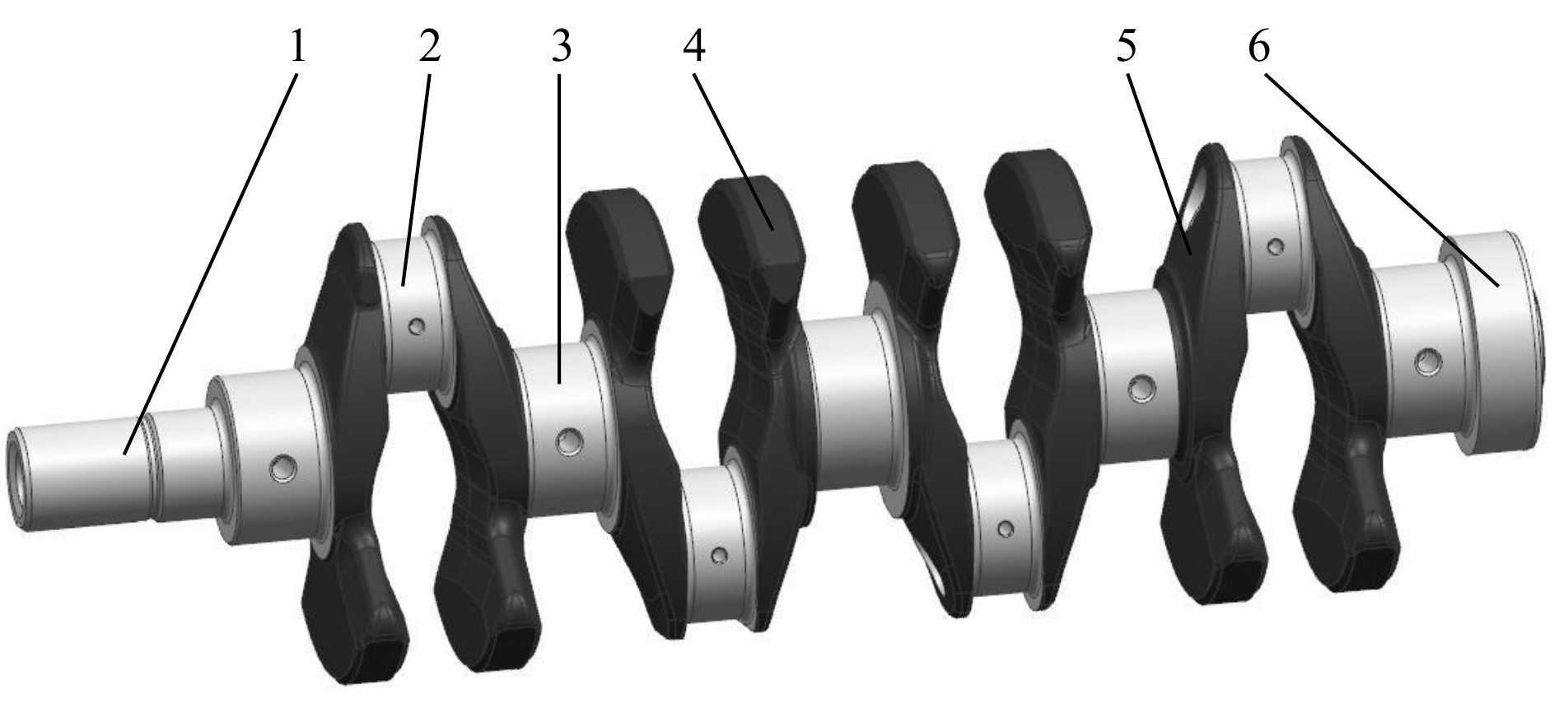
Рис.4 Установка крышек подшипников коленчатого вала.
Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.
Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:
- Выставить станок в горизонтальное положение.
- Установить на станок коленчатый вал. Если есть дисбаланс и вал начинает проворачиваться по уголку, такой перевес нужно ликвидировать.
- При помощи небольших магнитов определить точный вес металла, который нужно срезать. Для этого магниты необходимо прикрепить на легкую сторону маховика. Их цепляют до тех пор, пока коленчатый вал не будет лежать неподвижно, без перевеса. Вес магнитов — это вес металла, который следует срезать для балансировки.
- Убрать с маховика стружку.
- Срезать лишний металл, высверливая небольшие отверстия на корпусе маховика.
- Вернуть коленвал обратно на транспортное средство.
Устройство
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.
Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.