

Описание
Силовой агрегат получил высокую оценку и доверие со стороны пользователей. Во многом, благодаря тому, что двигатель ЯМЗ 236 имеет такие технические характеристики, которые подтверждают заявления о его универсальности. Мотор шести цилиндровый, угол наклона между цилиндрами 90°, расположение камер параллельное, в два ряда. В процессе работы создаётся внутреннее давление, равное 16,5 атмосферам. Подача топливной смеси осуществляется впрыском в камеру сгорания. Сечение поршня в поперечнике 130мм, ход изделия 140мм. Напор горючего создаётся топливной помпой высокого давления, работа помпы осуществляется за счет механики, впрыск рабочей смеси в каждый цилиндр происходит при помощи распылителей. На одну головку блока приходится по три впускных и три выпускных клапана. Охлаждение жидкостью, циркуляция которой в изделии происходит принудительно, водяной помпой, приводимой в действие от коленчатого вала. Суммарный объём цилиндров агрегата составляет одиннадцать литров, вырабатываемая мощность варьируется от 150 до 420 лошадиных сил. После небольшой доработки и настройки мотора расход топлива установкой составил 25 литров на сотню километров, тогда как раньше эта цифра составляла сорок литров. Блок агрегата выполнен из чугуна, хотя последние модели активно применяют алюминий в качестве материала.
Как выставить вмт на двигателе ямз 236
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
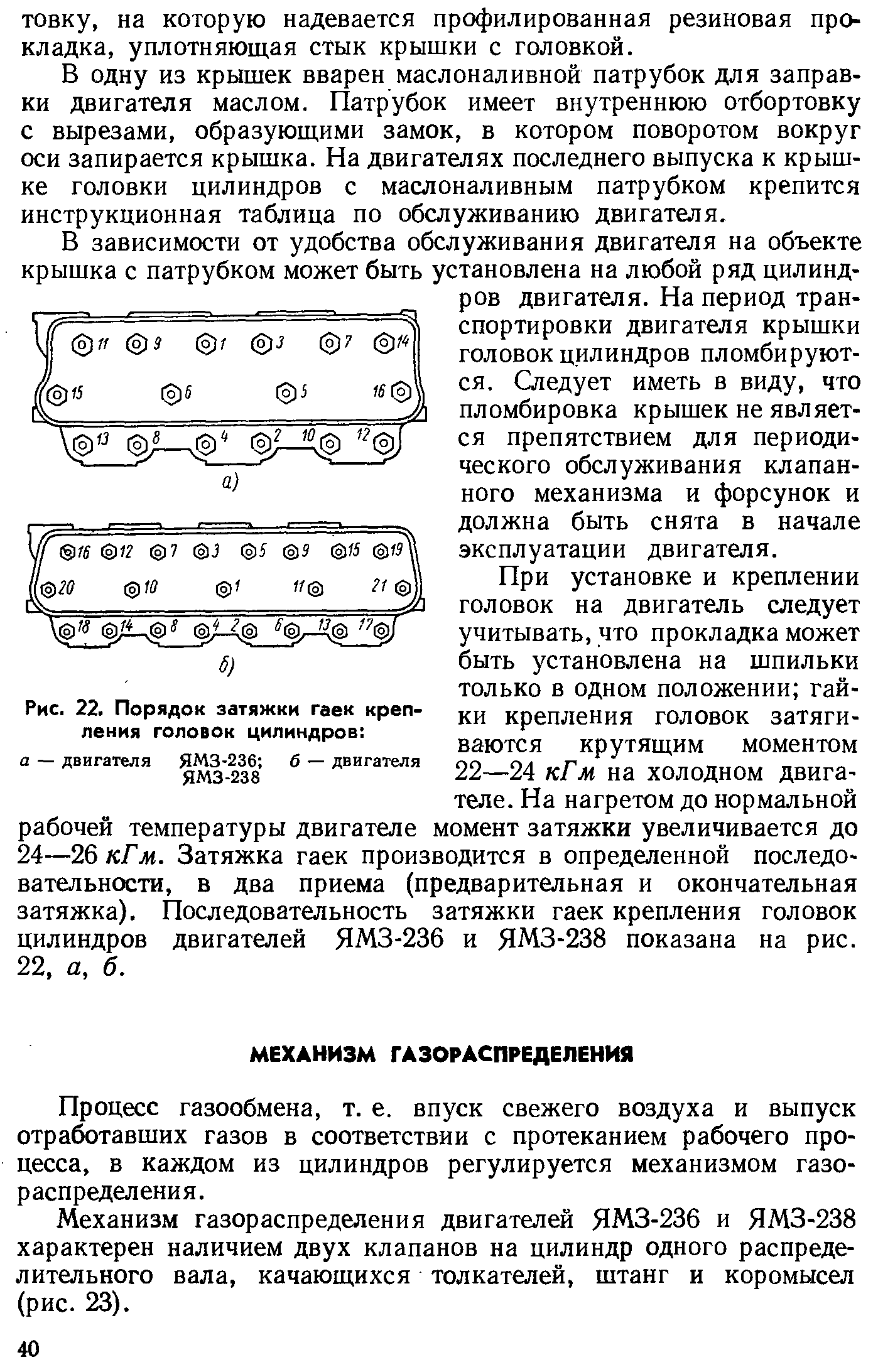
Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
![]()
![]()
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
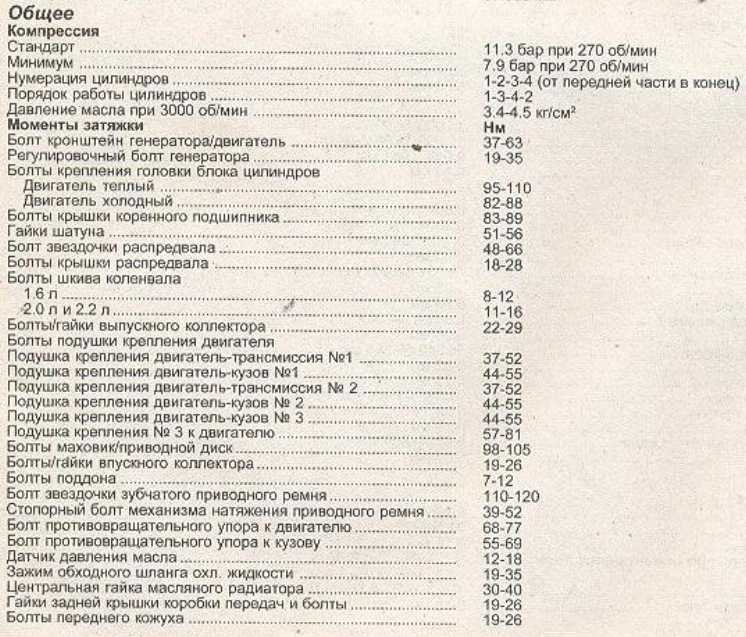
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
![]()
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
![]()
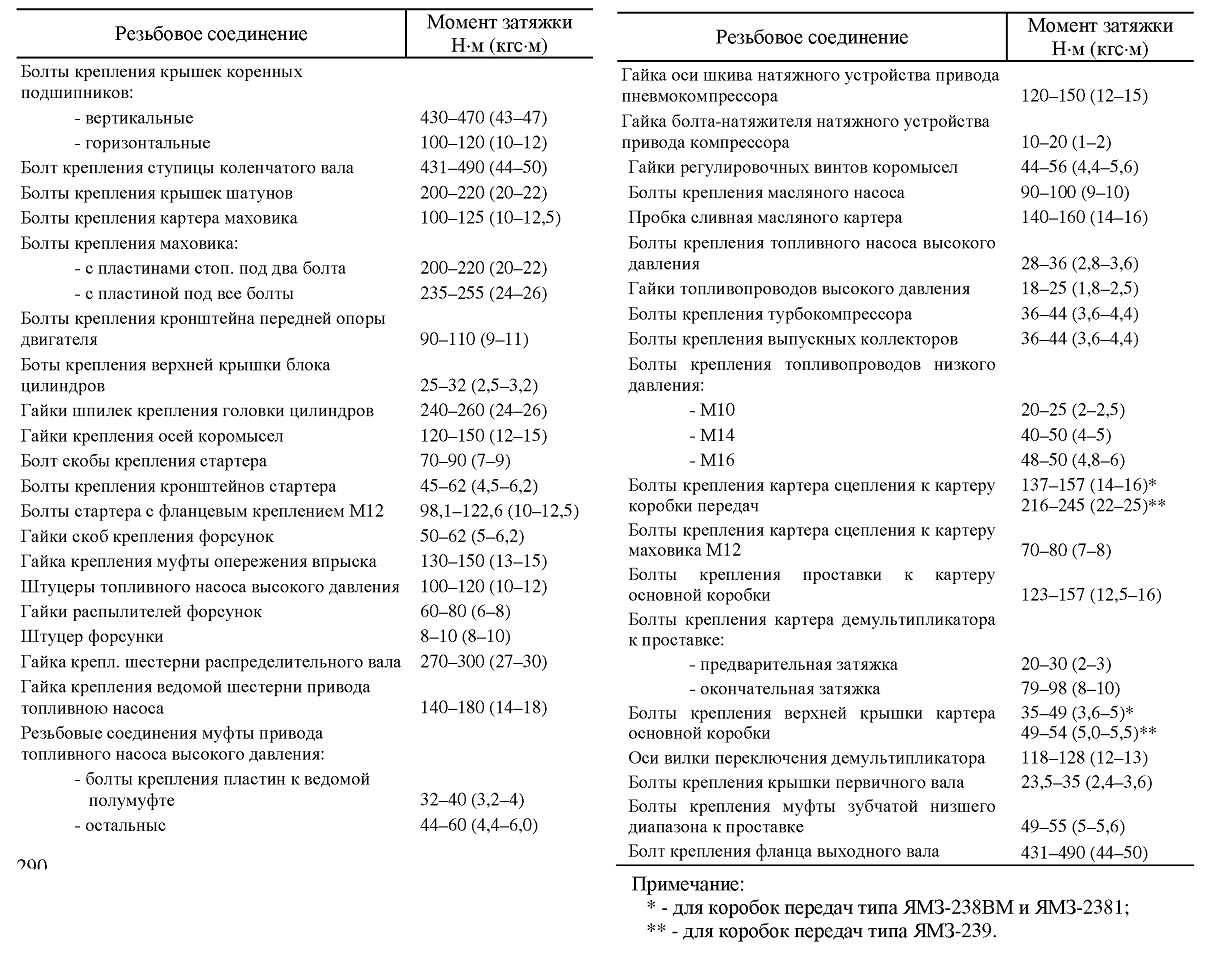
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
Источник
Рекомендации для правильной затяжки шатунов ЯМЗ 238
1. Проверьте инструменты
Перед тем, как начать затяжку, убедитесь, что у вас есть все необходимые инструменты. Это могут быть гайковерты, ключи, манометры и другие инструменты, которые могут пригодиться при работы с двигателем.
2. Соблюдайте последовательность
При затяжке шатунов ЯМЗ 238 очень важно соблюдать правильную последовательность. Начинайте с затягивания гаек первого цилиндра, затем двигайтесь по очередности к остальным
При этом не забывайте проверять и подтягивать детали, если это необходимо.
3. Используйте мерный инструмент
Для правильной затяжки шатунов ЯМЗ 238 необходимо использовать мерный инструмент, например, динамометрический ключ или манометр. Это поможет соблюсти необходимый крутящий момент, который гарантирует правильную работу двигателя.
4. Проверяйте затяжку
После того, как вы закончили затяжку шатунов ЯМЗ 238, обязательно проверьте ее. Для этого используйте динамометрический ключ или манометр и убедитесь, что крутящий момент соответствует требуемому.
5. Следите за регулярным обслуживанием
Для того, чтобы шатуны ЯМЗ 238 работали правильно и не выходили из строя, необходимо следить за регулярным обслуживанием двигателя. Проверяйте состояние масла и фильтров, делайте регулярную замену масла и других расходных материалов.
С помощью этих рекомендаций вы сможете правильно провести затяжку шатунов ЯМЗ 238 и гарантировать надежную работу двигателя.
Как правильно сделать затяжку шатунов ЯМЗ 238: инструкция и рекомендации
Шаг 1: Подготовка к работе
Перед тем, как приступать к затяжке шатунов, необходимо убедиться, что двигатель выключен и остыл. Также необходимо подготовить все необходимые инструменты, включая моментный ключ и насадки на 17мм и 5мм.
Шаг 2: Откручивание гаек шатунов
Следует обозначить место на гайке, чтобы было видно, насколько она была затянута. Откручивание гаек начинается с шатуна №1, затем продолжается до шатуна №4. Прежде чем откручивать гайку, необходимо освободить шатун от компрессии в цилиндре. Для этого необходимо сперва открутить зажим свечи зажигания и наконечником отвинтить накидную гайку цанги свечного ключа.
Шаг 3: Затягивание гаек шатунов
Необходимо начать затягивание гайки №1 в соответствии с отметкой, сделанной в начале работы, с помощью моментного ключа с насадкой на 17мм. Затяжка происходит поочередно для каждого шатуна. На последнем шатуне необходимо проверить затяжку гайки, используя динамометрический ключ и проверить, соответствует ли она рекомендуемому значению — 200 Нм. Если нет – корректировать затяжку гайки до достижения нужного значения.
Шаг 4: Проверка затяжки шатунов
После того, как гайки на всех шатунах затянуты, следует проверить затяжку на предмет соответствия рекомендуемому значению — 200 Нм. После этого можно установить накидную гайку цанги свечного ключа и зажим свечи зажигания, а затем запустить двигатель и убедиться в его работоспособности.
Внимание! Неправильная затяжка шатунов может привести к серьезным поломкам двигателя, поэтому необходимо следовать рекомендациям. В случае каких-либо сомнений, лучше обратиться к профессионалам
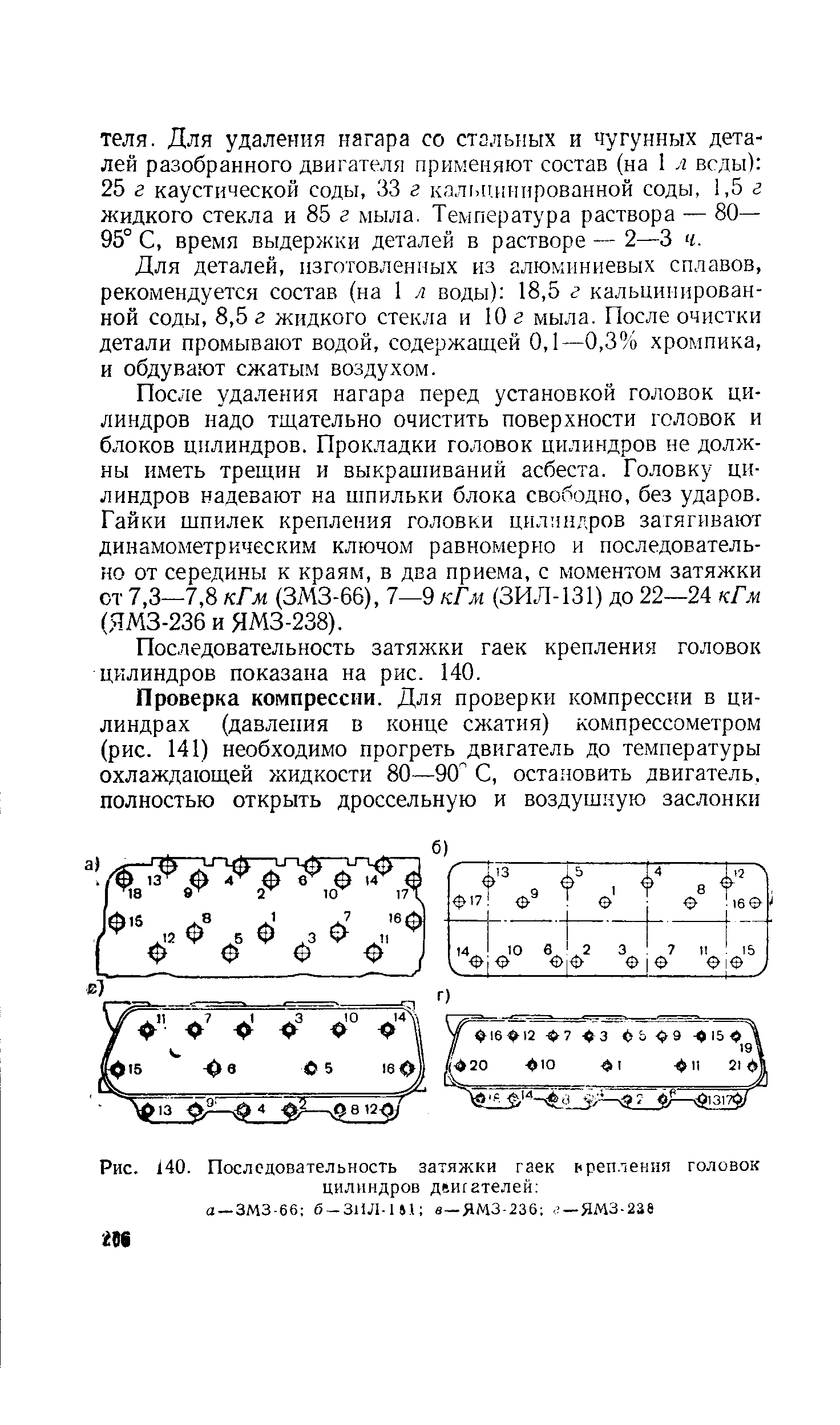
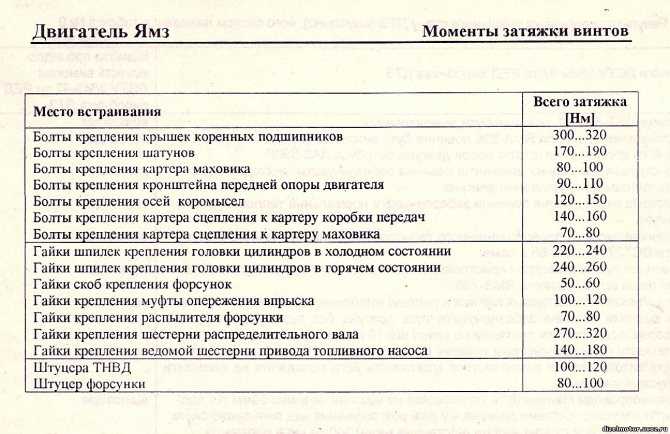
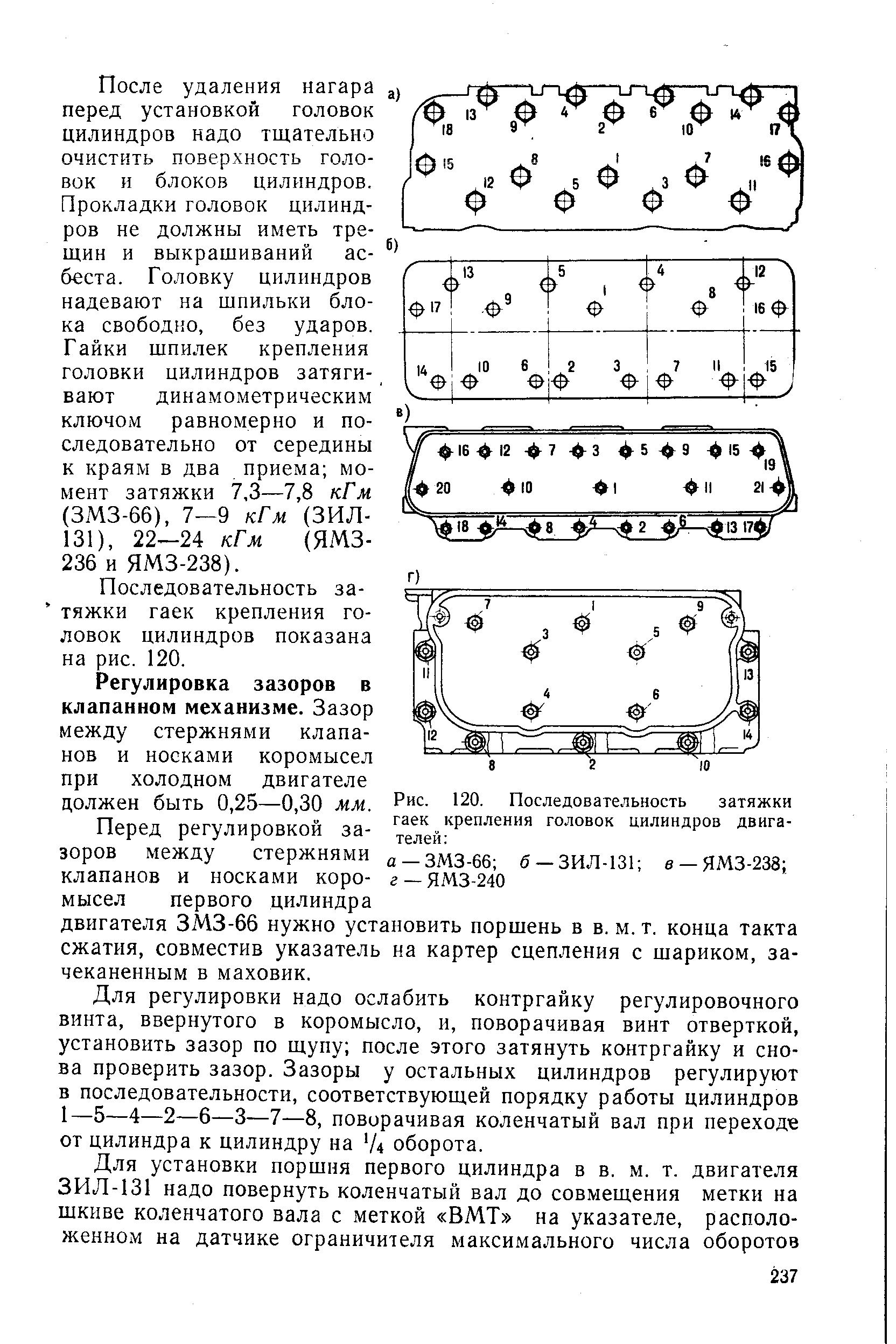
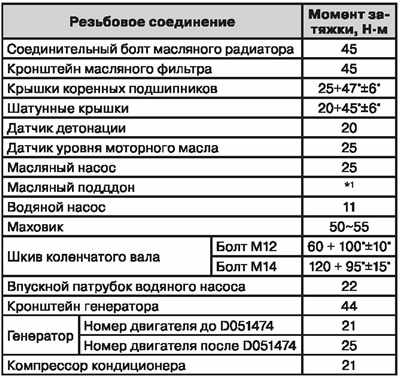
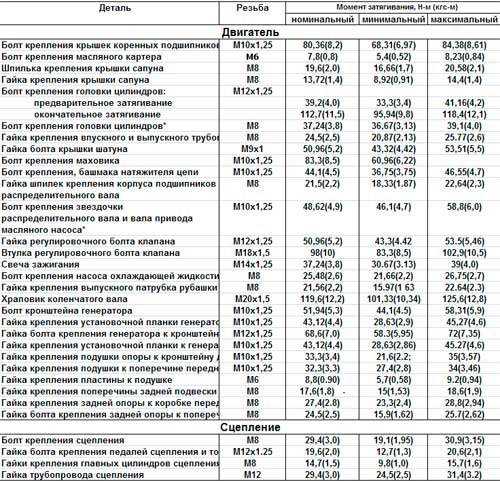
Моменты затяжки основных резьбовых соединений
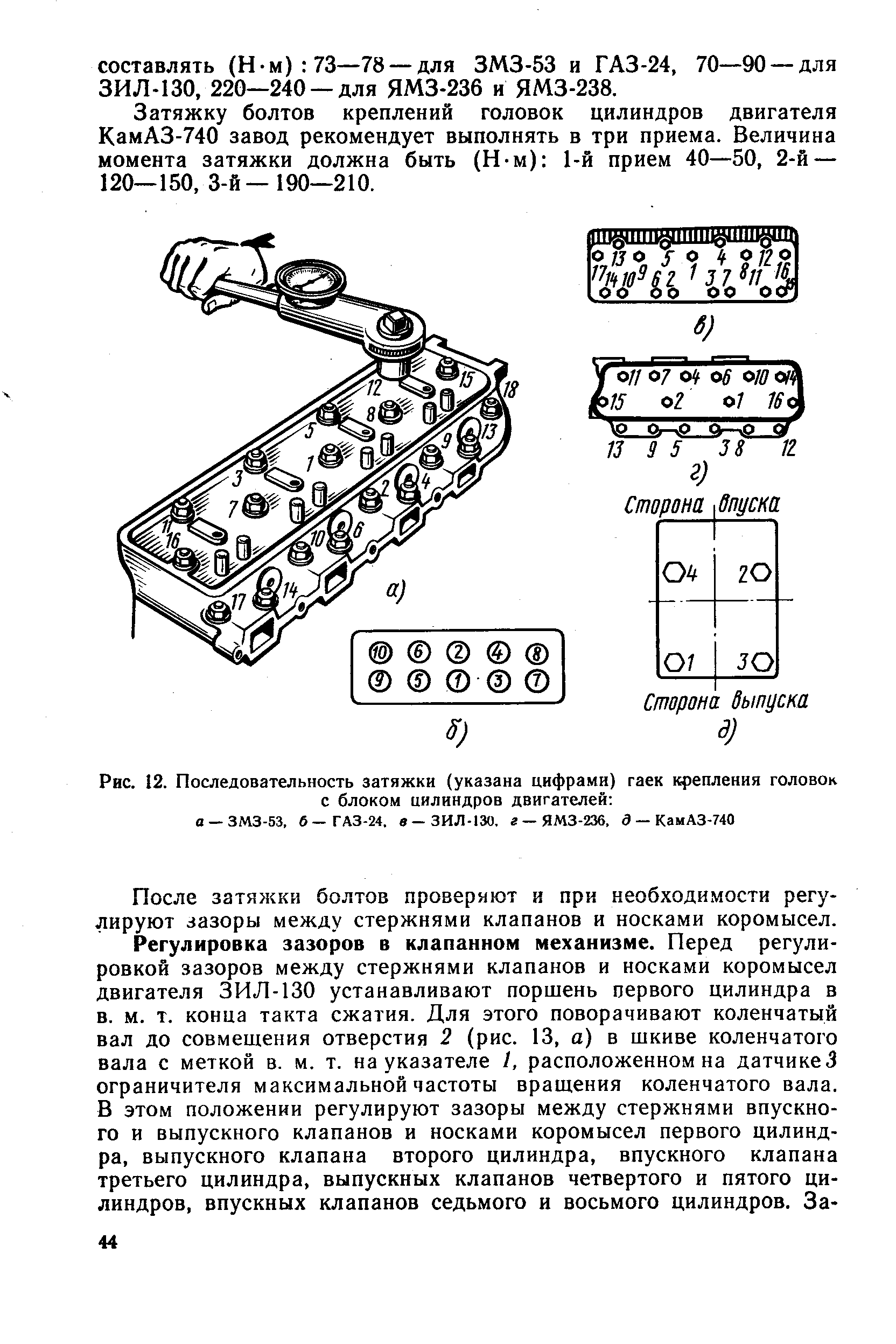
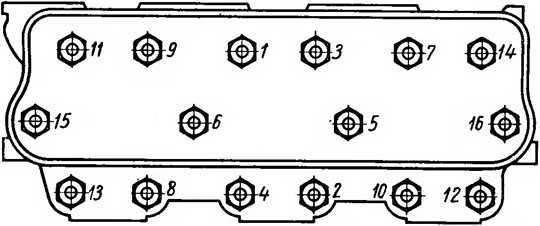
Крепеж головки цилиндров
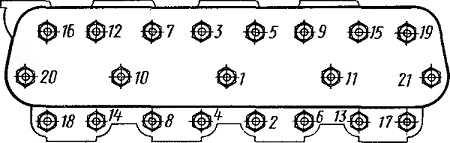
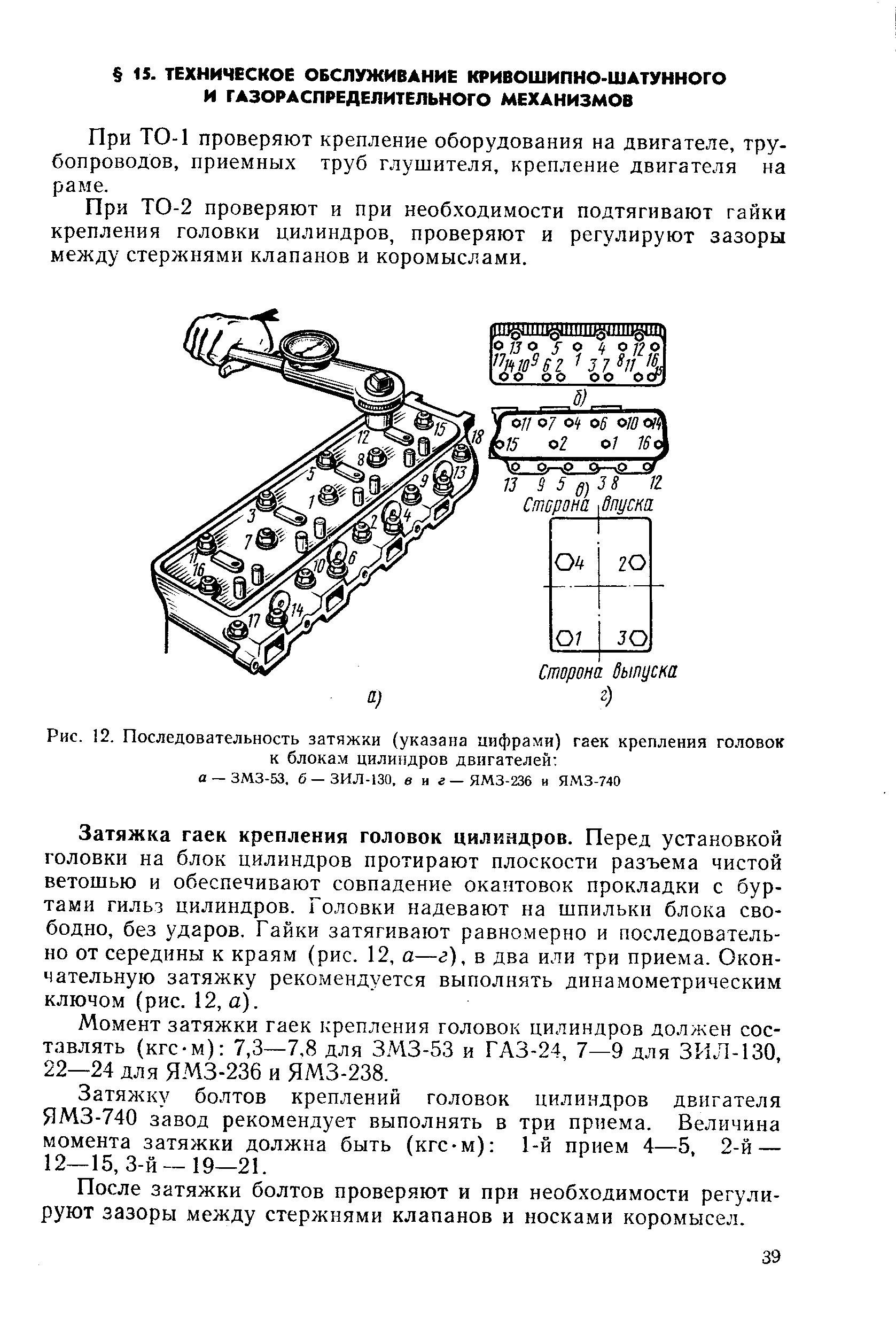
Порядок затяжки болтов крепления головки блока цилиндров.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. В дальнейшем болты крепления головки блока цилиндров затягиваются за три приема:
1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
2 прием – болты довернуть на 180º±5º.
3 прием – болты довернуть на 90º±5º.
Внимание:
После затяжки болтов крепления головки блока цилиндров, выполненной в три приема, дальнейшего контроля затяжки болтов в эксплуатации не требуется
Резьбовое соединение
Момент затяжки, Н·м (кгс·м)
Крепеж коленчатого вала и шатунно-поршневой группы
Болты крепления крышки коренных подшипников коленчатого вала
Предварительный момент затяжки: 135±15 (13,5±1,5)
Окончательный момент: довернуть болты на 120º±2º
Болты крепления маховика.
Внимание:
Болты используются только 1 раз. Установка болтов второй раз недопустима
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления гасителя крутильных колебаний.
Внимание:
Болты используются только 1 раз
Установка болтов второй раз недопустима.
Предварительный момент затяжки: 85 ± 5 (8,5 ± 0,5)
Окончательный момент: довернуть болты на 90º±2º
Болты крепления крышки шатуна
Предварительный момент затяжки: 70 ± 5 (7 ± 0,5)
Окончательный момент: довернуть болты 115º±2º
Болты крепления форсунок охлаждения поршней
8 – 10 (0,8 – 1,0)
Крепеж внутри картера маховика
Болты крепления корпуса шестерен
80 — 100 (8,0 – 10,0) с нанесением анаэробного герметика Loctite 518 на фланец
Болты крепления масляного насоса
22 — 25 (2,2 – 2,5)
Болты крепления подшипника распределительного вала
50 – 55 (5 – 5,5)
Болты крепления промежуточной шестерни привода пневмокомпрессора
50 – 55 (5 – 5,5)
Болты крепления картера маховика
Ø10мм: 43 — 55 (4,4 – 5,6)
Ø12мм: 80 — 100 (8,0 – 10,0)
с нанесением герметика Loctite 518 на фланец
Крепеж механизма газораспределения
Болты стоек и оси коромысел
Затяжку производить в три приёма:
1. Завернуть на 2 — 3 оборота;
2. Начиная с середины, последовательно перемещаясь в обе стороны, затянуть моментом 20 — 30 (2,0 — 3,0);
3. Начиная слева, последовательно перемещаясь вправо дотянуть моментом 73,54 ± 4,9 (7,5 ± 0,5)

Регулировочные гайки коромысел
50 – 55 (5 – 5,5)
Крепеж топливной аппаратуры
Гайка крепления шестерни привода топливного насоса
195 ± 5 (19,5 ± 0,5)
Болты крепления топливного насоса высокого давления
50 — 55 (5,0 – 5,5)
Болты крепления рампы
45 ± 2 (4,5 ± 0,2)
Болты крепления скоб форсунок в головке цилиндров
Предварительный момент затяжки: 16±1 (1,6± 0,1)
Окончательный момент: довернуть болты на 95º±2º
Гайка штуцера форсунки в головке блока цилиндров
Предварительный момент затяжки: 5 (0,5)
Окончательный момент затяжки: 55 ± 1 (5,5 ±0,1)
Гайки крепления топливопроводов к рампе и штуцеру форсунки
25+8 (2,5+0,8)
При течи топлива затянуть максимальным моментом 50 (5,0)
Болты крепления фильтра тонкой очистки топлива
22 – 25 (2,2 – 2,5)
Болты крепления блока электронного управления
8 – 10 (0,8 – 1,0)
Крепеж крышки головки цилиндров и масляного картера
Болты крепления крышки головки цилиндров
8 – 10 (0,8 – 1,0)
Болты крепления картера масляного
22 — 25 (2,2 ± 2,5) с нанесением герметика Loctite 518 на фланец
Пробка сливного отверстия масляного картера
70 ± 14 (7,0 ± 1,4)
Крепеж навесных агрегатов
Болты крепления кронштейна генератора
50 – 55 (5,0 -5,5)
Болты крепления генератора на кронштейне
50 – 55 (5,0 -5,5)
Болты крепления кронштейна компрессора кондиционера
50 – 55 (5,0 -5,5)
Болты крепления компрессора кондиционера на кронштейне
22 – 25 (2,2 – 2,5)
Болты крепления натяжных роликов
50 – 55 (5,0 -5,5)
Болты крепления пневмокомпрессора
Ø10мм: 50 — 55 (5,0 – 5,5)
Ø14мм: 140 — 160 (14 – 16)
Болты крепления насоса гидроусилителя руля
50 – 55 (5,0 -5,5)
Гайки крепления стартера
80 – 100 (8 – 10)
Болты крепления распределительной водяной трубы на головке
22 – 25 (2,2 – 2,5)
Болты крепления сервисного модуля
22 – 25 (2,2 – 2,5)
Болты корпуса привода вентилятора
Ø 8мм: 22 — 25 (2,2 – 2,5)
Ø10мм: 50 — 55 (5,0 – 5,5)
Болты крепления предпускового электроподогревателя воздуха
22 – 25 (2,2 – 2,5)
Болты рымов двигателя
140 – 160 (14 – 16)
Крепеж выпускного тракта
Болты крепления выпускного коллектора
Предварительный момент затяжки: 20 (2,0)
Окончательный момент затяжки: 50- 55 (5,0 – 5,5)
Гайки крепления турбокомпрессора на выпускном коллекторе
50 — 55 (5,0 – 5,5)
Гайки крепления заслонки моторного тормоза
50 — 55 (5,0 – 5,5)
Регулировка клапанов двигателя ЯМЗ-238
Теперь, опишу сам порядок регулировки, который у меня выработался. Первым делом, ставим машину на ровное чистое место и достаем инструмент. Поднимаем кабину и откручиваем клапанные крышки клапанов.
Бывает, некоторые болты с барашками не хотят откручиваться от руки, тогда берем газовый ключ или большой рожковый ключ. Мне при такой проблеме, хорошо помогал ступичный трубчатый ключ на 55, который шел в комплекте инструмента на автомобиль.
Далее, берем накидной ключ на 30 с усилителем и залазим под переднюю часть автомобиля. Если клапана на машине регулируются в первый раз, то берем с собой еще и трехгранный напильник.
Ищем метку впрыска 1-го цилиндра на шкиве коленчатого вала и на передней части шкива обращенной к радиатору, запиливаем риску напротив метки 1-го цилиндра.
Затем, делаем еще одну метку диаметрально напротив первой, а также под 90 градусов к первым двум меткам, ставим еще две метки. Таким образом, мы делим шкив на четыре части под углом 90 градусов.
Теперь, приступаем к выставлению первой заводской метки под 18 градусов и это место на передней плите, следует отчеркнуть хотя бы мелом, т.к. оно еще пригодится.
Вылазим из под машины и проверяем не зажаты ли клапана 1-го цилиндра. Также, убедиться в этом можно по метке топливного насоса, тогда станет понятно, точно ли мы прокрутили двигатель и впрыск находится на 1-ом цилиндре.
Сначала, я тоже так делал и если оказывалось, что впрыск на 6-ом цилиндре, то опять залазил под машину, прокручивал двигатель еще на один оборот и начинал регулировку с 1-го цилиндра в порядке работы двигателя 1-5-4-2-6-3-7-8.
Отрегулировав оба клапана на 1-ом цилиндре, залазим под машину и прокручиваем коленвал так, чтобы вторая риска на шкиве оказалась напротив метки впрыска 1-го цилиндра на блоке. Таким образом, мы повернули коленвал ровно на 90 градусов и можно переходить на левый ряд цилиндров и регулировать следующий по порядку 5-ый цилиндр.
Затем, опять лезем под двигатель, крутим коленвал еще на 90 градусов до совпадения меток и регулируем клапана 4-го цилиндра на правой стороне двигателя. Далее, просто повторяем процесс для всех оставшихся цилиндров в соответствии с порядком работы мотора.
Установка по меткам на грм ямз
Распределительный вал устанавливаем в блок цилиндров в сборе с шестернями, предварительно проверив расположение толкателей.
Ремонтные размеры опорных шеек распределительного вала должны соответствовать ремонтным размерам отверстий втулок, запрессованных в блок цилиндров.
Перед постановкой шейхи распределительного вала обильно смазываем дизельным маслом и совмещаем установочную метку «П» (см. рис. 5) на зубе ведущей шестерни 5 привода топливного насоса с меткой «П» на длине зуба ведомой шестерни 7 привода ТНВД.
При совмещении отверстий упорного фланца с отверстиями в блоке цилиндров необходимо фланец положить так, чтобы он перекрыл отверстие, под ось толкателей в блоке цилиндров.
В совмещенные отверстия ввертываем два болта с замковыми шайбами. Усики замковых шайб должны войти в отверстия упорного фланца, а концы шайб, после затяжки болтов, отгибают и прижимают к граням.
После окончательной затяжки болтов распределительный вал должен вращаться легко, без заеданий.
Окружной зазор в зацеплении шестерен должен быть в пределах 0,09 – 0,22 мм; проверяем зазор в трех равнорасположенных точках, при положении блока двигателя картером вниз.
Устанавливаем коленчатый вал двигателя. Подробную технологию установки коленчатого вала смотрим в статье «Установка коленчатого вала на двигатель».
Установка крышки шестерен распределения, привода вентилятора, кронштейна передней опоры двигателя и шкива коленчатого вала.
Перед установкой крышки шестерен распределения привалочную плоскость протирают, смазывают герметиком и устанавливают правую и левую прокладки крышки.
При установке прокладок не допускается наличие морщин, надрывов и перекрытие прокладками соединительных каналов.
![]()
Для предохранения сальника коленчатого вала в крышке от повреждения на передний конец коленчатого вала надеваем предохранительную оправку (рис. 6) и смазываем сальник дизельным маслом.
Крышку шестерен распределения устанавливаем на штифты блока цилиндров, предварительно протерев привалочные плоскости, и закрепляем десятью болтами с плоскими и пружинными шайбами.
Привод вентилятора устанавливаем на шпильки крышки шестерен распределения, предварительно установив прокладку. При этом шестерня привода вентилятора должна войти в зацепление с шестерней распределительного вала.
Привод вентилятора крепим четырьмя гайками с подложенными шайбами.
Верхнюю крышку блока цилиндров устанавливаем на шпильки и крепим двумя болтами и пятью гайками с подложенными плоскими и пружинными шайбами.
Перед установкой крышки необходимо протереть привалочную плоскость и установить на шпильки прокладку. При креплении крышки болт и гайку под кронштейн генератора окончательно не затягиваем.
Затем устанавливаем на верхнюю крышку прокладки заглушки люка и саму заглушку, которую крепим четырьмя болтами с подложенными пружинными шайбами.
![]()
Кронштейн передней опоры двигателя устанавливаем на крышку шестерен распределения и крепим четырьмя болтами с подложенными пружинными шайбами.
Болты должны быть затянуты моментом 90—1 10 Нм (9-11 кгсм). Перед установкой передней опоры необходимо протереть привалочные поверхности.
При установке шкива коленчатого вала необходимо провернуть коленчатый вал в положение для запрессовки сегментной шпонки и запрессовать ее в шпоночный паз переднего конца коленчатого вала.
Затем протираем посадочные поверхности и напрессовываем на передний конец коленчатого вала шкив до упора в бурт и закрепляем болтом с подложенной шайбой.
При напрессовке шкива на передний конец коленчатого вала используем пневматическое приспособление (рис. 7).
Для этого на трубу 3 устанавливают шкив, ввертываем рукояткой 12 тягу 1 в отверстие коленчатого вала под болт крепления шкива.
Совмещаем паз в шкиве со шпонкой на переднем конце коленчатого вала и подаем воздух в цилиндр 10 открытием крана 9.
При перемещении поршня вместе с трубой З и втулкой 4 осуществляется напрессовка шкива.
Для удобства работы приспособление подвешиваем на балансире за серьгу 8.
Давление воздуха в системе должно поддерживаться в пределах 0,5—0,6 МПа (5—6 кгс/см 2 ).
Установка картера маховика, маховика и вентиляционной трубки.
Для установки картера маховика необходимо блок цилиндров повернуть на 90° задним торцом вверх, протереть и смазать герметиком привалочную плоскость блока цилиндров под картер маховика.
![]()
Затем устанавливаем прокладку картера маховика на установочные штифты на блоке цилиндров и предохранительную оправку (рис.
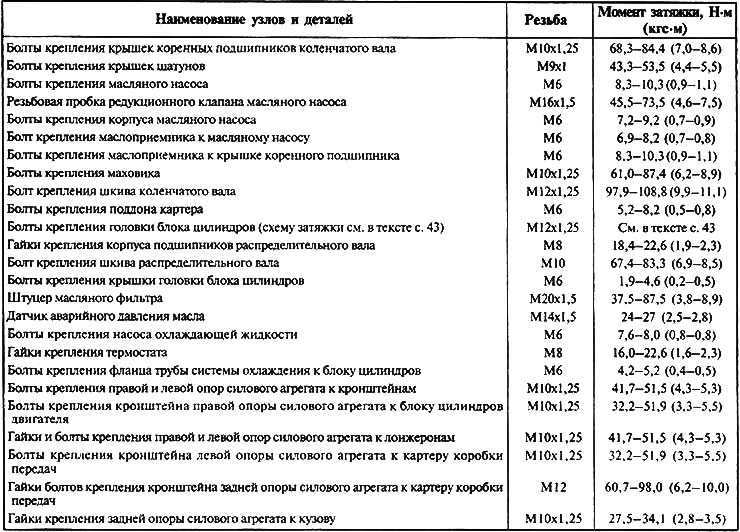
От чего зависит момент затяжки
Болт конструктивно представляет собой шпильку с нанесенной на нее полной или неполной дюймовой или метрической резьбой. К шпильке приваривается головка, на которую и передается усилие при вкручивании или выкручивании метиза. Наиболее популярны шестигранные головки, но есть и другие варианты, которые подбираются в зависимости от особенностей монтажа и технических условий.
Под моментом затяжки понимают усилие, которое нужно приложить к болту для его правильного монтажа. Его величина контролируется специальным инструментом, который называется динамометрический ключ. А значение момента указывается в специальных таблицах или технической документации для сборки и ремонта машин или оборудования.
Производители, предлагающие болты разных типов, к каждому из них рекомендуют свой момент затяжки. Его величина зависит от основных характеристик крепежа:
- диаметр шпильки;
- шаг резьбы;
- материал, из которого изготовлен метиз;
- вид головки и размер;
- полная или неполная резьба.
Длина крепежных элементов практически не влияет на величину момента затяжки. Изделия с неполной резьбой, как правило, имеют большую прочность возле головки, поэтому допускают большую силу затяжки. Кроме основного резьбового шага, предлагаются метизы с мелкой резьбой, применяемые в машиностроении, креплении конструкций, подвергающихся вибрационным нагрузкам.
Для изготовления болтов чаще всего применяется углеродистая сталь разных марок. Чтобы повысить коррозионную устойчивость, ее могут покрывать оцинковкой. Используется латунь, нержавеющая сталь и другие материалы. Именно от материала, из которого изготовлен крепеж, зависит его класс прочности. Для болтов с метрической резьбой этот показатель находится в пределах от 3.8 до 12.9, а для дюймовых – от 0 до 8. Этот показатель в метрических болтах выштамповывается на головке, в дюймовых болтах тоже на головке делаются насечки. Чем выше класс прочности изделия, тем большую силу к нему можно прикладывать при затяжке.
Таким образом, можно сделать вывод, что величина момента затяжки болтов зависит от материала, из которого они изготовлены и геометрических размеров, основным из которых является диаметр резьбовой шпильки. Все остальные величины является производными, но тоже учитываются.
Еще один важный параметр – материал, из которого выполнена деталь или гайка, с помощью которого делается крепеж. По умолчанию считается, что метизы крепят стальные детали при помощи гаек и шайб из того же материала.
Момент затяжки ГБЦ на ВАЗ 2109, замена прокладки своими руками, необходимый инструмент
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
Снимите термостат, только не забудьте перед этим слить ОЖ.
Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
Отключите приемную трубу глушителя от выпускного коллектора.
Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
Аналогичным образом отключите центральный высоковольтник.
Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
Отключите питающую проводку от электромагнитного клапана.
Снимите шланг вакуумного усилителя с патрубка впускной трубы.
Отключите трубку от вакуумного корректора зажигания.
Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
Немного раскачайте головку рывками, после чего снимите элемент.
Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Регулировка клапана на ЯМЗ 236: принципы и особенности
Размеры зазоров не должны отличаться друг от друга, разрешенный диапазон составляет 0,25-0,30 мм. Регулировка производится в установленном диапазоне и не должна превышать допустимых значений. В некоторых случаях после настройки данные параметры могут поменяться после движения коленчатого вала, но зазоры должны быть не меньше 0,2 мм и не больше 0,35 мм. Максимально допустимое значение – 0,4 мм – может появиться вследствие интенсивной эксплуатации, но как только размер зазора превысил эту планку, необходимо произвести регулировку.
Обязательным требованием является проведение настройки клапанного привода на холодном двигателе. Тепловое расширение способно деформировать стенки рабочих механизмов, и выставить зазор нужной величины практически невозможно. Если регулировку нужно произвести быстро, приступать к работам можно только через 15 минут после того, как двигатель был выключен. К этому моменту механизм успеет остыть, и появится возможность получить точные измерительные данные зазоров, которыми обладает обратный клапан ЯМЗ 236.
Как выставить угол опережения на маторе ЯМЗ-238
Ввиду многочисленных запросов наших Клиентов об установке угла опережения на ЯМЗ-238, мы решили подготовить для Вас небольшую памятку, в которой будет описан подробный процесс установки.
Первый этап в данном процессе необходимо отнести регулировке УОВТ в ЯМЗ-238. Для реализации данного этапа следует помнить, что на кожухе маховика есть 2 контрольных отверстия, на самом вращательном колесе (в двух точках) – нанесены ориентиры углов, при этом нижние указатели выражены цифрами, а боковые буквами, следующим образом:
Читать еще: Что такое трансмиссия автомобиля
Для регулировки необходимо открыть отверстие на кожухе маховика и крутить коленвал двигателя до выравнивания засечек на шкиве вала с корпусом распределительных шестерен или на маховом колесе с ориентиром. Получившееся значение должно соответствовать установочному углу опережения ВТ (6°–7°).
Итак, для лучшей регулировки угла опережения впрыскивания топлива соблюдайте определенную последовательность?:
— Проведите проверку плотности посадки полумуфты (на приводном валу) и затягивание болта клеммового;
— Проведите отворот 2-ух болтов и поворотного зажимного устройства опережения, а на фланце демпферной муфты – совместите метки «А» и «Б».;
— Зажмите болты на приводе;
— Измерьте вблизи мест крепления пластин (допустимое значение ±1 мм);
— Проверьте поворот коленвала и правильности выставить УОВТ (допустимое расхождение = 1-ому делению или 1° поворота коленвала);
— Осуществите проверку уровня масла в зажимном устройстве ОВТ;
— Проверьте правильность установки УОВТ (поставьте зажимное устройство отверстиями в верхнее положение и выкрутите пробки, при медленном повороте на 70°, из отверстия должна потечь смазка).
После регулировки приступаем к основному этапу, который позволит ответить Вам на главный, интересующий Вас вопрос – установка угла опережения на ЯМЗ-238.
Установка в многом зависит от характерных особенностей каждой муфты, а также от подбора на переднем торце корпуса зажимного устройства опережения цифрами 18 и 20.
Последовательность установки:
— Отсоедините трубку высокого давления от патрубка 1-ой секции ТНВД;
— Зафиксируйте измеритель момента на патрубке 1-ой секции;
— Прокачайте топливом системы питания мотора, с помощью ручного насоса, предварительно отвернув одну из пробок для выпуска воздуха из корпуса ТНВД (прокачивать необходимо до тех пор, пока вытекающее топливо не перестанет пениться);
— Убедитесь, что топливная подача скобой регулятора включена, после чего начинайте крутить коленвал двигателя в правую сторону до появления топлива в стеклянной трубке (камере) измерителя момента.
При оценке топливного движения (при повороте коленвала) происходят следующие процессы:
— Горючее в камере начинает движение;
— Отметки на кожухе вращательного колеса совпадают с той чертой, значение которой сходится с цифрой на торце муфты ОВТ;
— Отметка на шкиве коленвала встала напротив черты с похожей цифрой на корпусе распределительных шестерен.
Если оценка не показала совпадение отметок, то отверните крепежные болты, поверните полумуфту валика двигателя на фланце в противоположном направлении кручения, а затем обратно затяните крепежные болты и снова проверьте положение ОВТ. По завершении регулировки угла ОВТ измените расположение отметок на полумуфте валика привода и ее фланца.
Внимание! Положение рисок необходимо проверять при каждом техническом обслуживании мотора. Следуйте последовательным шагам по установки угла опережения и Вы сможете с легкостью достичь поставленной задачи!. Следуйте последовательным шагам по установки угла опережения и Вы сможете с легкостью достичь поставленной задачи!
Следуйте последовательным шагам по установки угла опережения и Вы сможете с легкостью достичь поставленной задачи!
По всем вопросам обращайтесь по телефону: +375 (17) 388-27-27
Как производится регулировка клапанов на моторе ЯМЗ 238: основные приемы
При получении некорректного значения исследуемой величины следует выполнить следующие действия:
- ослабить гайку регулировочного винта, расположенную на противоположном конце коромысла;
- вставить щуп подходящей толщины между торцом «запорного элемента» камеры сгорания и рычагом;
- вращать винт отверткой до момента установления приемлемого значения «теплового компенсатора»;
- предотвращая поворот винта, зажать гайку;
- удостоверится в номинальном значении зазора, при необходимости повторить спектр мероприятий.
![]() регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
регулировкаДальнейшую проверку и настройку клапанного механизма проводить в порядке 5-4-2-6-3-7-8 в положении «закрытый впускной канал исследуемого цилиндра + 120 градусов по часовой стрелке». После завершения цикла наладки клапанного узла следует снова проверить зазоры.
К сведению. При проверке расстояний после вращения коленвала уже отрегулированного двигателя допускается колебание в границах 0,20-0,35 мм, вызванное неточностями деталей ГРМ.
На окончательном этапе необходимо:
- пустить мотор и диагностировать характер его работы на предмет отсутствия стуков;
- проверить состояние прокладок;
- поставить крышки ГБЦ.
Звонкие стуки в процессе работы мотора – повод еще раз проверить и настроить ГРМ.