Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно
Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу
То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей коленчатого вала
|
Наименование детали |
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
|
Коленчатый вал |
62,0 -0,035 62,0 -0,054 |
Вкладыши коренных подшипников |
1-й размер 67,0 +0,019 – 2 (2,5 +0,008) |
|
1-й ремонтный размер 61,75 -0,035 61,75 -0,054 |
1-й размер 67,0 +0,019 – 2 (2,625 +0,008) |
||
|
2-й ремонтный размер 61,5 -0,035 61,5 -0,054 |
2-й размер 67,0 +0,019 – 2 (2,75 +0,008) |
||
|
3-й ремонтный размер 61,25 -0,035 61,25 -0,054 |
3-й ремонтный размер 67,0 +0,019 – 2 (2,875 +0,008) |
||
|
Коленчатый вал |
56,0 -0,025 56,0 -0,044 |
Вкладыши шатунных подшипников |
60,0 +0,019 – 2 (2,0 +0,008) |
|
1-й ремонтный размер 55,75 -0,025 55,75 -0,044 |
1-й размер 60,0 +0,019 – 2 (2,125 +0,008) |
||
|
2-й ремонтный размер 55,5 -0,025 55,5 -0,044 |
2-й размер 60,0 +0,019 – 2 (2,25 +0,008) |
||
|
3-й ремонтный размер 55,25 -0,025 55,25 -0,044 |
3-й ремонтный размер 60,0 +0,019 – 2 (2,375 +0,008) |
||
|
Коленчатый вал |
38,0 +0,020 38,0 +0,003 |
Шкив |
38,0 +0,050 38,0 +0,025 |
|
Коленчатый вал |
38,0 +0,020 38,0 +0,003 |
Втулка шкива |
38,0 +0,050 38,0 +0,025 |
|
Коленчатый вал |
40,0 +0,027 40,0 +0,009 |
Звездочка коленвала |
40,0 +0,027 |
|
Маховик |
40,0 -0,012 40,0 -0,028 |
Подшипник носка первичного вала |
40,0 -0,011 |
|
Коленчатый вал |
40,0 -0,028 40,0 -0,044 |
Маховик |
40,0 -0,012 40,0 -0,028 |
|
Маховик |
292,0 +0,64 292,0 +0,54 |
Зубчатый венец |
292,0 +0,15 |
|
Коленчатый вал |
34,0 +0,05 длина 3-й коренной шейки |
Постель 3-го коренного подшипника и шайбы упорного подшипника |
29,0 -0,06 + 2 (2,5 -0,05) 29,0 -2,12 + 2 (2,5 -0,05) |
|
Передний сальник коленвала |
70,0 +0,4 70,0 +0,2 |
Крышка цепи |
70,0 -0,07 |
|
Задний сальник коленвала |
100,0 +0,5 100,0 +0,3 |
Сальникодержатель |
100,0 -0,087 |
|
Маховик |
40,0 -0,012 40,0 -0,028 |
Втулка распорная |
40,0 -0,1 40,0 -0,05 |
|
Радиальное биение коренных шеек коленвала |
— |
— |
— |
|
Овальность шеек коленвала |
— |
— |
— |
|
Наименование детали |
Зазор, мм |
Натяг, мм |
Предельно допустимый, мм |
|||
|
min |
max |
min |
max |
зазор |
размер |
|
|
Коленчатый вал |
0,019 |
0,073 |
__ |
__ |
61,92 шейка коленвала |
|
|
1-й ремонтный размер 0,019 |
1-й ремонтный размер 0,073 |
1-й размер __ |
1-й размер __ |
1-й размер __ |
||
|
2-й ремонтный размер 0,019 |
2-й ремонтный размер 0,073 |
2-й размер __ |
2-й размер __ |
2-й размер __ |
||
|
3-й ремонтный размер 0,019 |
3-й ремонтный размер 0,073 |
3-й размер __ |
3-й размер __ |
3-й размер __ |
||
|
Коленчатый вал |
0,009 |
0,063 |
__ |
55,92 шейка коленвала |
||
|
1-й ремонтный размер 0,009 |
1-й ремонтный размер 0,063 |
1-й размер __ |
1-й размер __ |
|||
|
2-й ремонтный размер 0,009 |
2-й ремонтный размер 0,063 |
2-й размер __ |
2-й размер __ |
|||
|
3-й ремонтный размер 0,009 |
3-й ремонтный размер 0,063 |
3-й размер __ |
3-й размер __ |
|||
|
Коленчатый вал |
0,005 |
0,047 |
__ |
__ |
__ |
__ |
|
Коленчатый вал |
0,005 |
0,047 |
__ |
__ |
__ |
__ |
|
Коленчатый вал |
0,018 |
__ |
__ |
0,027 |
__ |
__ |
|
Маховик |
__ |
__ |
0,001 |
0,028 |
__ |
__ |
|
Коленчатый вал |
0,032 |
__ |
__ |
__ |
__ |
|
|
Маховик |
__ |
__ |
0,39 |
0,64 |
__ |
__ |
|
Коленчатый вал |
0,06 осевой |
0,27 осевой |
__ |
__ |
0,36 осевой |
34,06 длина шейки 28,84 ширина постели |
|
Передний сальник коленвала |
__ |
__ |
0,20 |
0,47 |
__ |
__ |
|
Задний сальник коленвала |
__ |
__ |
0,3 |
0,527 |
__ |
__ |
|
Маховик |
0,072 |
0,488 |
__ |
__ |
__ |
__ |
|
Радиальное биение коренных шеек коленвала |
__ |
0,02 биение |
__ |
__ |
0,04 биение |
__ |
|
Овальность шеек коленвала |
__ |
0,005 |
__ |
__ |
0,01 |
__ |
Ремонт двигателя УМЗ 4216
Во время эксплуатации «Газели» с двигателем УМЗ 4216 возникают различные поломки, одна из самых распространенных проблем – перегрев мотора. Если система охлаждения «воздушит», из расширительного бачка начинает выкидывать тосол (антифриз). В результате перегрева нередко пробивает прокладку головки блока – менять ПГБЦ в целом несложно, и часто водители самостоятельно производят подобный ремонт.



Но проблема в случае перегрева состоит в другом – нередко от высокой температуры на поршнях лопаются перегородки, «залегают» поршневые кольца. Чтобы произвести замену поршней или колец, движок снимать не обязательно, достаточно только скинуть головку блока и масляный поддон.
Капремонт УМЗ 4216 необходим в случаях, когда:
- изношены или повреждены гильзы блока цилиндров;
- стучит (изнашивается) коленчатый вал;
- низкое давление масла в системе, а замена масляного насоса не дает положительных результатов.
Часто ульяновский движок подвергается перегреву, и водители принимают различные меры, чтобы избавиться от этого неприятного и опасного для ДВС явления. Многие хозяева «Газелей» устанавливают вместо штатного алюминиевого медный трехрядный радиатор охлаждения – медь эффективнее остужает антифриз. Еще один метод борьбы с перегревом – установка электровентилятора охлаждения с тумблером, который находится в кабине у водителя. В момент, когда на панели приборов стрелка датчика начинает показывать критическую температуру охлаждающей жидкости, водитель принудительно включает вентилятор, и температурный режим приходит в норму.
А теперь самый важный этап:
— пересчитайте весь инструмент и вспомогательные приспособления; — внимательно осмотрите место работы на предмет забытого крепежа.
Если вы все собрали правильно, подкачайте бензин, подключите предварительно хорошо заряженный аккумулятор и запускайте мотор. Дайте ему прогреться и немного поработать на холостых, при необходимости поправьте опережение зажигания. Заглушите мотор и, пока он остывает, установите капот и отмойтесь. Когда мотор остынет, повторите запуск. После повторного прогрева до рабочей температуры можно попробовать прокатиться. У вас все обязательно получится. Здесь, в принципе, напортачить не так просто.
Источник https://moto163.ru/motory/remont-zmz-402-svoimi-rukami.html
Источник https://www.drive2.ru/l/2421870/
Источник https://vmyatynnet.ru/neispravnosti/sborka-402-dvigatelya.html
Схема установки поршневых колец змз 405
Здравствуйте Уважаемые друзья! Продолжая, капитальный ремонт двигателя, мы с Вами в этой статье разберемся с поршневыми кольцами. Да, мы посветим поршневым кольцам целую статью, потому что поршневые кольцо это один из важнейших деталей двигателя. Давайте разберемся чем чревато изнашивание поршневых колец.
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
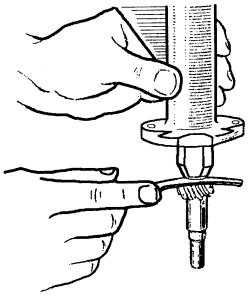
Проверка зазора в стыках поршневых колец.
![]()
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
![]()
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;
![]()
Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;
![]()
![]()
Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;
![]()
И наконец, устанавливаем верхнее компрессионное кольцо.
![]()
Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Таблица 1. Размерные группы поршней номинального и
ремонтного размеров и их обозначения
Причина появления дыма в выхлопной трубе
![]()
В камере сгорания образуется топливная смесь, которая сжимается поршнем, и поджигается искрой от свечи зажигания. Смесь подается через впускные клапана, а отработанная выводиться через выпускные клапана. Поршни имеют специальные маслозаборные кольца, они нужны для того, чтобы собирать излишки масла на стенах цилиндров, чтобы они не попадали в камеру сгорания.
Клапаны движка также имеют специальные сальники (колпачки), которые служат для того, чтобы масло, находящееся в головке цилиндров не попадало в камеру сгорания. Кроме этого, большую роль также играют свечи, и если у них слабая искра, или зазоры между электродами неправильно выставлены, то топливная смесь в моторе будет сгорать не полностью.
Исходя из этого, можно выделить такие причины, дымления двигателя.
- Свечи зажигания . Если свечи зажигания неисправны, то есть выдают слабую искру, либо зазоры между их электродами выставлены неправильно, то топливная смесь сгорает не полностью, и выводиться из камеры сгорания, синим дымом. В самых тяжелых случаях он может быть черный.
- Маслозаборные кольца поршней . Как было указано выше, маслозаборные кольца выполняют функцию, связанную с очисткой стенок цилиндров от излишнего масла, чтобы оно не попало в камеру сгорания. На них воздействует мощная сила трения. В случае их износа масло попадает в камеру сгорания, и воспламеняется вместе с топливной смесью. В таком случае появляется черный дым. Аналогичные функции выполняют также и кольца двигателя, которые также отбирают лишнее масло с поверхности цилиндров и могут изнашиваться со временем.
- Колпачки клапанов . Это сальники, которые служат для того, чтобы масло, находящееся в головке цилиндров, не смогло попасть в камеру сгорания, и изготавливаются из плотной резины. Когда она изнашивается, то смазочный материал попадает в камеру сгорания и воспламеняется. При этом образовывается белый дым (либо сизый).
Нужно запомнить, что иногда причиной появления дыма в выхлопной трубе может послужить плохой бензин. В нем могут находиться различные присадки или добавки, которые и будут создавать дым черного или другого цвета. Эта проблема обычно пропадает при заправке другим топливом.
| Прежде чем задать вопрос! Как правильно задавать вопросы в форуме и пользоваться материалами сайта. |
| Московское время 21:25:17 | Ваше локальное время | Владивостокское время 04:25:17 |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
| Ответить на это сообщение |
Инструкция по регулировке клапанов.
Необходимый инструмент:
- отвертка.
- ключ рожковый (10,12,13,14).
- щупы измерительные на 0.35 и 0.45мм.
Необходимые запчасти и расходные материалы:
- прокладка клапанной крышки. (обязательно).
- герметик (если устанавливаете резиновую прокладку).
- шланг отвода картерных газов (если высох).
- шпильки, шайбы от умз 421, гайки, шайбы гровера (по желанию, если хотите убрать подтеки масла).
Как на змз-402 осуществляется регулировка клапанов?
Внимание — регулировка клапанов выполняется на холодном двигателе!
- Снимаем клапанную крышку.
- Подводим поршень в первом цилиндре верхней мёртвой точке такта сжатия.
Самый простой способ определить верхнюю мертвую в первом цилиндре — подвести метку на шкиве (демпфере) к отливке на передней крышке и сняв крышку трамблера убедиться, что бегунок смотрит на свечной провод идущий к первому цилиндру.
По большому счету можно это и не делать, достаточно совместить метку, при снятой клапанной крышке поболтать толкатели чтобы понять какие свободны (на инжекторе так и делал).
Если вы не видите метку, верхнюю мертвую точку можно найти вывернув свечу из цилиндра и вставив ответртку в свечной канал провернуть коленчатый вал.
- Регулируем выпускной клапан первого цилинда (0.35 мм.), выпускной клапан второго цилиндра (0.45мм), впускные клапаны первого и третьего цилиндров (0.45мм).
Если после прогрева вы слышите подстукивание клапанов допустимо уменьшить тепловой зазор с 0.45мм до 0.4мм. уменьшать зазор крайних клапанов нежелательно (сильно увеличивается вероятность прогара).
Небольшой тюнинг.
Двигатель змз-402 широко известен своей способностью поливать маслом дорогу, порой, кажется, что масло может просачиваться через стенки блока. Именно поэтому я, в начале статьи, рекомендовал купить шпильки и шайбы от двигателя умз-421.
Ранее, когда я сам регулировал клапаны, всем автовладельцам я рекомендовал переделывать стандартное винтовое крепление клапанной крышки на шпильки и гайки от УМЗ.
Никакой сложности в переделке нет, всё устанавливается БОЛТ-ON.
- За место винтов заворачивайте шпильки от УМЗ.
- На них одеваете прокладку (лучше пробковую, я пришел к этой переделке так как так ее монтаж значительно ускоряется).
- Устанавливаете на место клапанную крышку.
- Последовательно устанавливаете шайбы от УАЗ, гроверы и закручивайте гайки.
- нет риска свернуть слабую резьбу в ГБЦ при установке клапанной крышки
- значительно сокращается течь масла, так как, благодаря шайбам от УМЗ, меньше деформируется клапанная крышка.
- упрощается установка пробковой прокладки.
Как часто необходимо регулировать клапаны?
Заводом-изготовителем установлен регламент по регулировке клапанного механизма — один раз 15.000 км, но, на практике, обычно клапана регулируют раз 40.000 км, или когда они застучат, в зависимости от того что случится раньше. При использовании гбо рекомендуется соблюдать регламент!
Особенности регулировки клапанов на змз-402 при установленном ГБО?
На тематических форумах часто можно найти рекомендацию — увеличить на 0,05 мм тепловой зазор для выпускных клапанов. в качестве обоснования увеличения теплового зазора, указывается повышенная температура горения газа.
делать это ни в коем случае не надо — разница в температуре выхлопа между бензином и газом не более 10%, вот вам наверное картинка:
Поверьте 10% в температуре выхлопа, это не существенная разница, а увеличенный зазор в клапанном механизме будет раздражать неприятным стуком, постоянно сбивающейся регулировкой и ускоренным износом.
Как производится замена прокладки ГБЦ
Операцию по замене прокладки головки к очень сложным отнести нельзя, однако это достаточно трудоемкий процесс. Для выполнения работ потребуется нужны определенные навыки и знания:
Необходимо слить ОЖ. В зависимости от планов по дальнейшему использованию охлаждающей жидкости ее сливают в чистую емкость или в любую емкость, чтобы утилизировать позднее.
Снять навесное оборудование, мешающее демонтажу ГБЦ (карбюратор, корпус воздушного фильтра, патрубки системы охлаждения, шланг сапуна, приемный патрубок ВГ, трамблер, свечи зажигания, высоковольтные провода). В некоторых случаях демонтируют выпускной трубопровод и впускной коллектор. При этом нужно также заменить прокладки под них.
Снять клапанную крышку, для чего отвернуть 8 гаек крепежа.
Демонтировать распредвал. Для этого надо ослабить натяжитель цепи, потом отогнуть стопор контрящей шайбы и выкрутить крепеж шестерни привода газораспределительного механизма. После этого выкручиваются болты крепления распредвала. Начинать нужно с краевых болтов, затем переходить к центральным.
Зафиксировать цепь с помощью проволоки, чтобы избежать ее падения.
Снять прокладку головки блока цилиндров. Сначала выкручиваются крепежные болты по кругу, затем снимается прокладка ГБЦ.
Заменить прокладку головки, предварительно хорошо очистить поверхности деталей от остатков старого изделия. Эту операцию необходимо выполнить для обеспечения плотного прилегания новой прокладки ГБЦ. Допущенные ошибки при очистки приведут к необходимости заменять эту прокладку через какое-то время.
Собрать двигатель. Работа по сборке выполняется в обратном порядке
Важно знать методику и порядок затягивания крепежа мотора автомобиля. Для сборки потребуется динамометрический ключ, использование которого предотвратит срывание резьбы в БЦ при затягивании болтов крепления головки блока цилиндров
Он позволяет обеспечивать оптимальный затяжной момент крепежа в соответствии с рекомендациями автопроизводителя.
После замены прокладки ГБЦ необходимо продолжать следить за состоянием изделия, чтобы не пропустить возможную неисправность. Работу по замене прокладки необходимо выполнять очень точно и ответственно.
повторная протяжка гбц
И снова здравствуйте:) Однако меня частенько спрашивают- “нужна ли повторная протяжка гбц?”. Есть много кто, которые считают, что поставил головку, затянул и не трогай ее больше.
В процессе своей довольно таки долгой работы мотористом, а это уже больше чем четверть века, я на своём опыте убедился, что если поленишься протянуть головку через время положенное для протяжки ея, то ещё через некоторое время, а это в большой части зависит от манеры езды водителя и расстояния одномоментно пройденной, придётся снимать.
Обычно прокладка сгорает в течение года, аи если человек едет на большое расстояние, то и через месяц. Поэтому мой совет таков: нельзя ехать далеко с непротянутой головкой, а иначе вам придется ее снимать в дороге. Но знаете, я заметил, если техника пришла прямо с завода, то через положенный для протяжки пробег, головки редко ослабевают. Возможно, что материал прокладки, который там ставят другой.
Так через сколько нужно протягивать головку цилиндров? В среднем через тысячу км. пробега. Так написано в инструкции и это подтверждается практикой. В инструкции по т.о. также написано, что через десять тысяч нужно ещё раз протянуть или проверить протяжку головки.
Ну в большинстве случаев хватало одной протяжки. Но редко конечно, но были случаи, что когда сгорела прокладка, то головка была слабой даже после одной протяжки. По моему это все зависит от материала прокладки гбц, Которая сильно усаживается, а которая и совсем не проседает.
Физика сего явления, а именно ослабления протяжки головки очевидна. Обычно головки цилиндров алюминиевые, а болты или шпильки крепления ещё стальные. При нагреве же у алюминия коэффициент расширения больше чем у стали и когда движок нагревается, то головка расширяясь сдавливает прокладку как прессом, а когда остывает, то отпускает ещё и прокладка уже сдавлена, а болты есессно ослабляются.
Есть правило: нельзя протягивать горячий двигатель, только холодный. Скажу вам список движков, которые нужно протягивать из своего опыта, с которыми я имел дело, а именно: змз405,406,409. движки Змз-402, УАЗ 417,421. Двигатели змз 511,512,523, зил-130, Урал.
Про другие не скажу, но обычно вазовские головки редко просаживаются. Про иномарки тоже не могу ничего сказать, потому что перебирал их мало, а п***ть попусту не хочу. На этом пока все.
Нет еще не все. Чтобы не мучится с повторной протяжкой головки, при этом приходится разбирать чуть ли не половину движка, для того чтобы убедится, что она не прослабла, а иной так и бывает. Зависит от материала прокладки. Сразу и не угадаешь.
Для того чтобы не протягивать повторно головки, можно поставить металлопакет. Про то, можно почитать тут. И хотя я писал про Уаз-патриот, это может относится ко многим движкам. Удачи друзья!
Рис. 1.68. Последовательность затяжки болтов крепления головки цилиндров двигателя ЗМЗ-40524
отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках, перед установкой крышек смазать резьбу болтов чистым моторным маслом;
смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели в головку цилиндров. При ремонте двигателя без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой. При выходе гидротолкателя из строя он подлежит замене на новый. Вынимать гидротолкатели необходимо присоской или магнитом;
установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом применяемым для двигателя. Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов — штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов являются устойчивыми;
смазать опорные шейки валов чистым моторным маслом, применяемым в двигателе.
Крышки распределительных валов должны устанавливаться соответственно их нумерации (рис. 1.69), ориентируясь круглыми бобышками с номерами для впускного вала — влево, выпускного — вправо, если смотреть со стороны переднего торца двигателя. Данная ориентация связана с нессиметричным расположением канавки масляного канала в крышках;
Как правильно собрать двигатель ЗМЗ-402
Перед сборкой двигателя необходимо все его детали очистить от нагара и смолистых отложений.
Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (блок и головку цилиндров, поршни и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
Для алюминиевых деталей:
Сода (Na2CO3) – 18,5 г
Мыло (зеленое или хозяйственное) – 10,0 г
Жидкое стекло – 8,5 Г
Вода – 1 л
Для стальных деталей:
Каустическая сода (NaOH) – 25,0 г
Сода (Na2CO3) – 33,0
Мыло (зеленое или хозяйственное) – 8,5 г
Жидкое стекло – 1,5 г
Вода – 1л
При сборке двигателя соблюдать следующие условия:
— протереть все детали перед сборкой чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности смазать чистым маслом;
— осмотреть детали перед постановкой на место (нет ли трещин, отколов, забоин в других дефектов), проверить надежность посадки запрессованных в нее деталей, дефектные детали подлежат ремонту или замене новыми;
— все резьбовые детали (шпильки, пробки, штуцера), если они вывертывались или были заменены в процессе ремонта, необходимо ставить на сурике или белилах, разведенных на натуральной олифе. Все неразъемные соединения, например заглушки блока цилиндров и т. п., должны ставиться на нитролаке.
К постановке на двигатель не допускаются:
— шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— поврежденные прокладки;
— детали, имеющие на резьбе более двух забитых или сорванных ниток;
— болты и шпильки с вытянутой резьбой; болты и гайки с изношенными гранями.
Болты и гайки должны быть соответствующим образом законтрены (шплинтами, шплинтовочной проволокой, пружинными и специальными шайбами и контргайками).
Сборку двигателя производить в следующем порядке:
— очистить все привалочные поверхности блока цилиндров от прилипших и порванных при разборке прокладок;
— закрепить блок цилиндров на стенде, вывернуть с заднего торца пробку масляного канала и продуть все масляные каналы сжатым воздухом. Завернуть пробку на свое место;
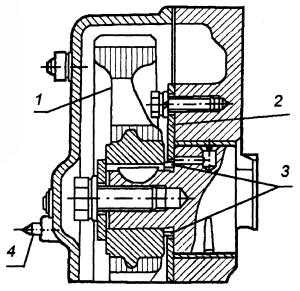
— если имеется необходимость в замене картера сцепления или он устанавливается на блок цилиндров после ремонта, необходимо из блока предварительно удалить два установочных штифта, затем картер крепить к блоку цилиндров шестью болтами. В блок цилиндров на крайних подшипниках устанавливают коленчатый вал, к фланцу которого крепится стойка индикатора.
![]()
Вращая коленчатый вал, проверяют биение отверстии для центрирующего бурта коробки передач, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала, как показано на рис. 1 и рис. 2.
![]()
Биения отверстий картера и торца не должны превышать 0,08 мм. Если биение отверстия превышает указанную величину, следует ослабить затяжку болтов, крепящих картер к блоку цилиндров, и легкими ударами по фланцу картера добиваться правильной его установки;
— после затяжки болтов отверстия для установочных штифтов в картере сцепления и блоке цилиндров развертывают до ремонтного размера. Диаметр отверстия должен быть таким, чтобы в развернутых отверстиях не оставалась чернота. После этого в отверстия запрессовывают штифты, диаметр которых на 0,015—0,051 мм больше размера отверстий;
— биение торца картера устраняется шабровкой. Следует иметь в виду, что при вышеописанной проверке необходимо пользоваться неизношенными коленчатым валом и вкладышами. При изношенных деталях результаты будут неверными;
— снять коленчатый вал;
— заменить (при необходимости) гильзы цилиндров новыми следующим образом: