

Головка цилиндров (рис.1)
Головка, общая для всех цилиндров, отлита из алюминиевого сплава и подвергнута термообработке (закалке и старению). Впускные и выпускные каналы выполнены раздельно для каждого цилиндра и расположены с правой стороны головки. Гнезда для клапанов расположены в ряд по продольной оси двигателя. Седла 19 всех клапанов — вставные, изготовлены из жаропрочного чугуна высокой твердости. Благодаря большому натягу при посадке седла в гнездо головки (на заводе перед сборкой головка нагревается до +170 °С, а седла охлаждаются примерно до −70«С; при этом седло свободно вставляется в гнездо в головке), а также достаточно большому коэффициенту линейного расширения материала седла, обеспечивается надежная и прочная посадка седла в гнезде.
Втулки клапанов, изготовленные из металлокерамики прессованием смеси из железного, медного и графитового порошков с последующим спеканием, обладают высокими антифрикционными качествами. Втулки так же, как и седла клапанов собираются с головкой, предварительно нагретой (втулки — охлажденные). Фаски в седлах и отверстия во втулках обрабатываются в сборе с головкой.
Головка цилиндров крепится к блоку десятью стальными шпильками диаметром 11 мм. Под гайки шпилек поставлены плоские стальные цианированные шайбы. Между головкой и блоком имеется прокладка из асбестового полотна, армированного металлическим каркасом и пропитанного графитом. Окна в прокладке под камеры сгорания и отверстие масляного канала окантованы жестью. Толщина прокладки в сжатом состоянии 1,5 мм.
Правильное положение головки на блоке обеспечивается двумя установленными штифтами-втулками, запрессованными в блок цилиндров (в бобышки шпилек крепления головки). Момент затяжки гаек крепления головки равен 7,3-7,8 кгс-м. Гайки затягиваются в последовательности, указанной на рисунке, т. е. от середины последовательно переходя к торцам (переднему и заднему). Затяжку и проверку затяжки следует делать на холодном двигателе. Если эту операцию выполнить на горячем двигателе, то после его остывания затяжка гаек окажется неполной вследствие большой разницы в коэффициентах линейного расширения алюминиевого сплава и стали. Для равномерного и плотного прилегания головки к блоку и избежания его деформации затяжку следует делать в два приема: предварительно—с малым усилием и окончательно — с заданным усилием.
Следует иметь в виду, что затяжка гаек вызывает изменение зазоров в газораспределительном механизме. Поэтому после каждой такой операции необходимо проверять величину зазоров между носками коромысел и стержнями клапанов. При необходимости, зазоры надо отрегулировать.
Во время работы двигателя, особенно изношенного, кольца которого пропускают много масла, на стенках камеры сгорания . и днищах поршней отлагается слой нагара. Нагар ухудшает теплоотдачу через стенки в охлаждающую жидкость, в результате чего возникают местные перегревы, явления детонации и калильного зажигания; в результате мощность двигателя уменьшается, а расход топлива возрастает.
При появлении таких признаков следует снять головку и очистить камеру сгорания и днище поршня от нагара. Перед очисткой следует нагар смочить керосином. Это предотвращает распиливание нагара и предупреждает попадание ядовитой пыли в дыхательные пути. При снятии головки цилиндров рекомендуется притереть клапаны. Перед установкой головки цилиндров на место прокладку необходимо с обеих сторон натереть графитовым порошком. Это предотвращает ее прилипание к блоку и головке.
Головки цилиндров двигателей 24Д и 24-01 различаются степенью сжатия. Увеличение степени сжатия двигателя 24Д получено за счет дополнительной фрезеровки нижней плоскости головки на 3,6 мм (высота головки двигателя 24Д составляет 94,4 мм, высота головки двигателя 24-01 равна 98 мм).
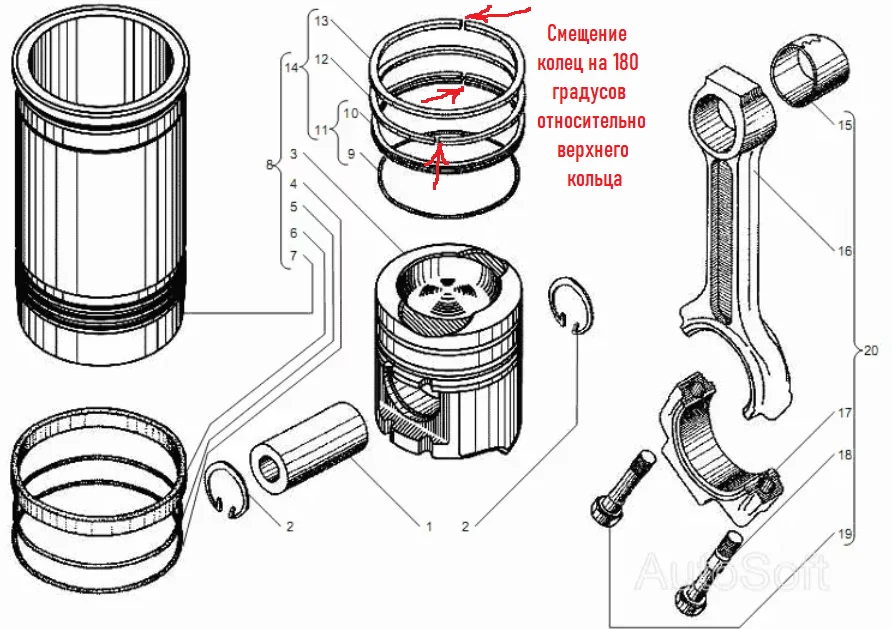
Соединение шатунно-поршневой группы с коленчатым валом.
После сборки шатунно-поршневой группы и ее контроля устанавливают поршневые кольца в канавки поршня, а поршень в цилиндр, после чего нижнюю головку шатуна соединяют с шатунной шейкой коленчатого вала (кривошипа).
При установке поршневых колец большое значение имеет величина зазора в стыке колец, которая должна находиться в пределах 0,3…0,8 мм. При большей величине зазора может произойти прорыв газов. Слишком малая величина зазора может привести к появлению задиров на стенках цилиндра.
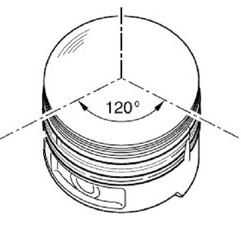
Поршневые кольца поступают на сборку окончательно обработанными. Но все-таки перед установкой колец на поршень рекомендуется проверить их упругость, плотность прилегания к зеркалу цилиндра и величину зазора между торцами колец. Надевают кольца на поршень, используя специальные приспособления, например щипцы, изображенные на рис. 7. После установки колец на поршень их необходимо расположить таким образом, чтобы стыки (замки) колец были сдвинуты один относительно другого на угол, кратный числу колец (например, при наличии трех колец замки должны располагаться под углом 120°), и проверить величину зазоров между кольцами и стенками канавок поршня.
Рис. 7. Щипцы для установки поршневых колец: 1,9 — губки; 2, 3, 7, 8 — оси; 4, 6 — рукоятки-рычаги; 5 — пружина; 10, 14 — регулировочные болты; 11 — штифты; 12 — металлическая лента; 13 — поршневое кольцо
Когда поршневые кольца надеты на поршень, их диаметр превышает диаметр поршня. Поэтому чтобы опустить поршень в цилиндр, необходимо использовать специальное приспособление, имеющее коническое отверстие, меньший диаметр которого равен диаметру цилиндра, а больший — несколько превышает диаметр колец, надетых на поршень. Такое приспособление устанавливают на торце цилиндра, а поршневые кольца, сжимаясь при опускании, легко в него входят.
При установке шатунно-поршневой группы и ее соединении с коленчатым валом необходимо обеспечить перпендикулярность осей коленчатого вала и цилиндра. Контроль перпендикулярности осей осуществляется по схеме, приведенной на рис. 8. Вдоль геометрической оси цилиндра натягивают струну 2, а на шатунной шейке коленчатого вала 1 устанавливают рейсмас 3 так, чтобы его острие касалось этой струны. Коленчатый вал поворачивают на 180° и проверяют касание острия рейсмаса натянутой вдоль оси цилиндра струны (в случае касания взаимная перпендикулярность осей коленчатого вала и цилиндра считается установленной).
Рис. 8. Приспособление для контроля перпендикулярности осей шатунных шеек коленчатого вала и оси цилиндра: 1 — шатунная шейка коленчатого вала; 2 — струна; 3 — рейсмас
После контроля взаимного расположения осей коленчатого вала и цилиндра соединяют нижнюю головку шатуна, представляющую собой разъемный подшипник скольжения, с шатунной шейкой коленчатого вала.
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
Детали кривошипно-шатунного механизма можно разделить на:
- неподвижные — картер, блок цилиндров, цилиндры, головка блока цилиндров, прокладка головки блока и поддон. Обычно блок цилиндров отливают вместе с верхней половиной картера, поэтому иногда его называют блок-картером.
- подвижные детали КШМ — поршни, поршневые кольца и пальцы, шатуны, коленчатый вал и маховик.
Кроме того, к кривошипно-шатунному механизму относятся различные крепежные детали, а также коренные и шатунные подшипники.
ГАЗ 31 ЗМЗ непростые 3 литра › Бортжурнал › Сборка 402GT =)
Про саму сборку много писать не буду, напишу только о некоторых важных тонкостях при сборке мотора. Некоторые из них играют не последнюю роль для правильной работы мотора. Для начала расскажу про коленвал. Перед окончательной установкой нужно поставить вал на место без смазки на сухую, без набивки.
Набивка Использовать только качественную («мерседесовскую») и ставить по вращению коленвала на сгон масла по плетению.
Далее про гильзы. Гильзы должны быть выше блока (выступать) на 0,01-0,1мм. Лучше на 0,05мм =) (Замеряется при снятии ГБЦ. И соответственно делается вывод — оставить как есть, просадить или поднять). При установке новых гильз не определить (Выступ будет большой, так как прокладки под гильзами не сжаты) но все же можно прикинуть по старым гильзам как они сидели и т.д. При малом выступе гильзы плохо зажимает в блок и они «болтаются» на высоких оборотах, так же высок риск прогорания прокладки ГБЦ. Слишком большой выступ не даст головке хорошо сесть на блок и по стыку может выходить охлаждающая жидкость. Но самое главное чтоб гильзы выступали все на одном уровне! Под мои гильзы нет не медных не резиновых колец как под стандартные гильзы 402 и 417 соответственно. Я так же пользуюсь пивными банками и очень даже успешно. Главное все хорошо промазать качественным высокотемпературным герметиком.
Распредвал. Распредвал выбирать при замене только с микрометром, и выбирать из большой или хотя бы имеющейся в магазине кучи, так как качество никакое и шейки обычно просажены чуть ли не на десятки. Так же шестерня должна сидеть без люфта и насаживаться только запрессовкой. Если есть люфт и садится она свободно нужно закернить посадочное место на валу и будет норм =). Шестерни тоже делают кривые. Поэтому я сделал разрезную). После всех регулировок я повернул распредвал (относительно не разрезанной) на 4-5 градусов назад относительно вращения (на фото можно увидеть смещение отверстия) — угол запаздывания закрытия после НМТ впускного клапана увеличится на эти самые градусы. Это даст небольшую прибавку на более высоких оборотах.
Как правильно установить поршневые кольца 402 двигатель
Здравствуйте Уважаемые друзья! Продолжая, капитальный ремонт двигателя, мы с Вами в этой статье разберемся с поршневыми кольцами. Да, мы посветим поршневым кольцам целую статью, потому что поршневые кольцо это один из важнейших деталей двигателя. Давайте разберемся чем чревато изнашивание поршневых колец. Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.





Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
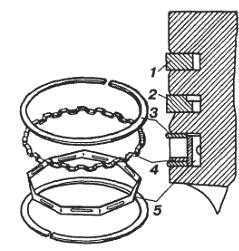
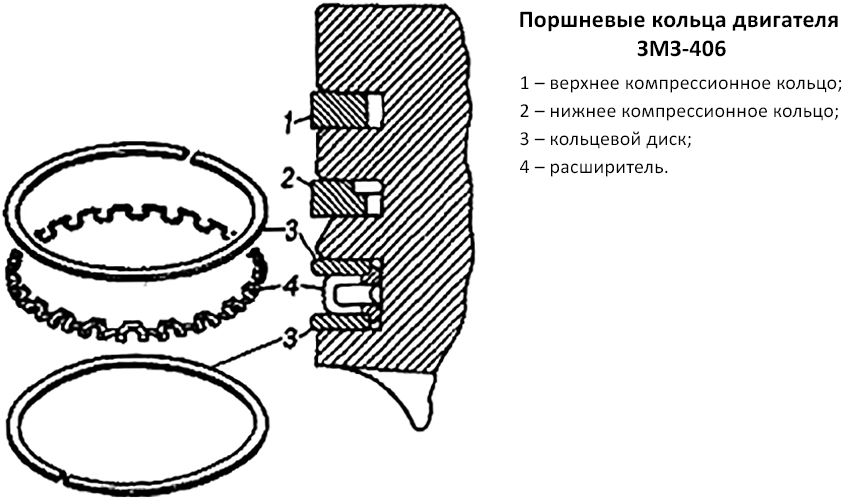
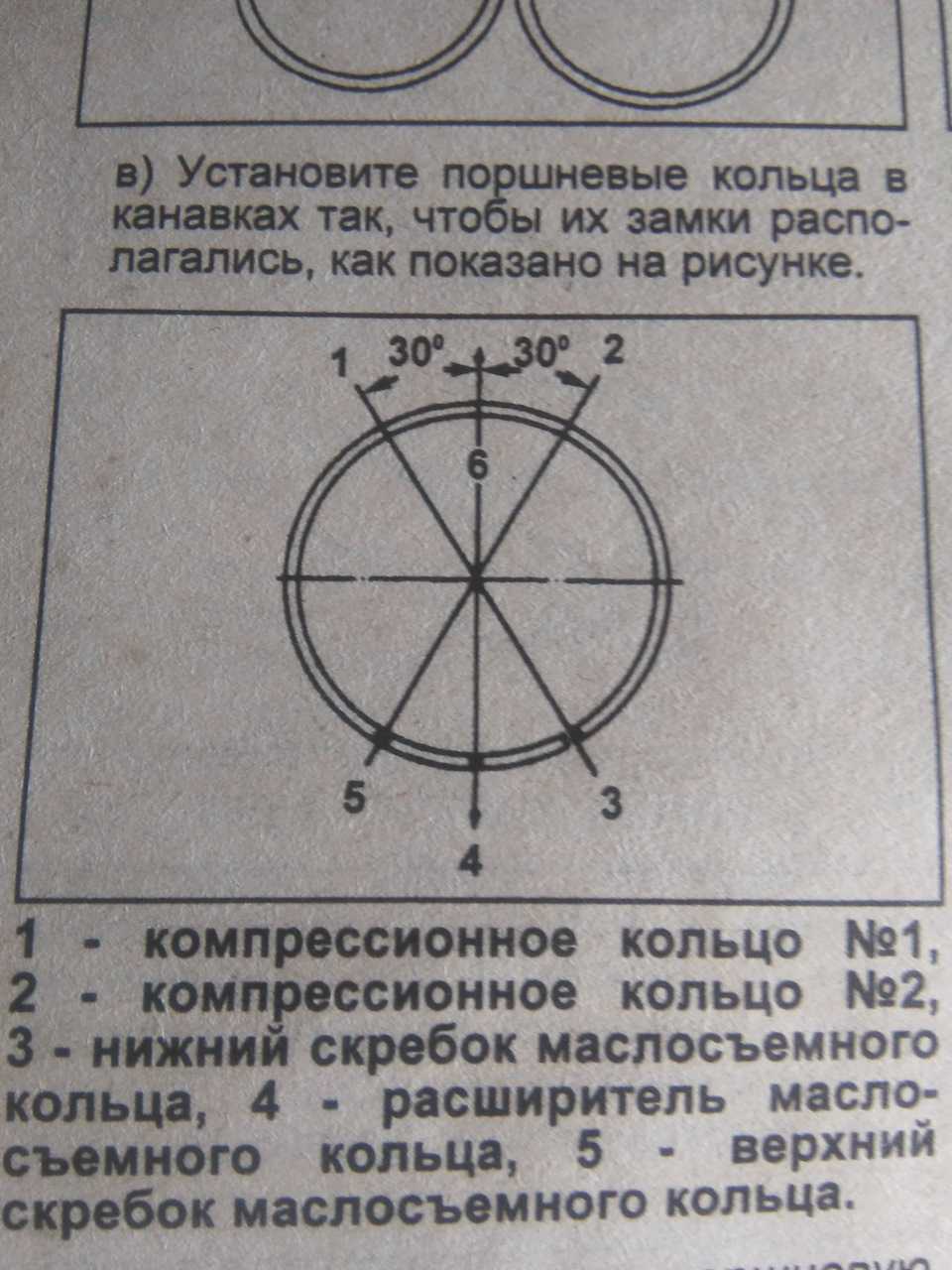
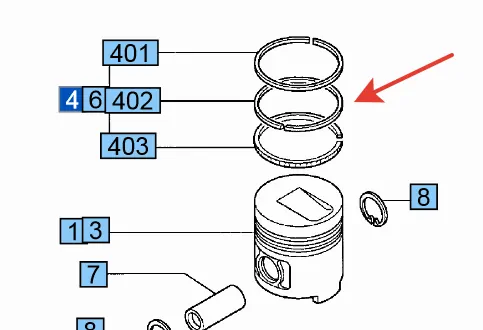
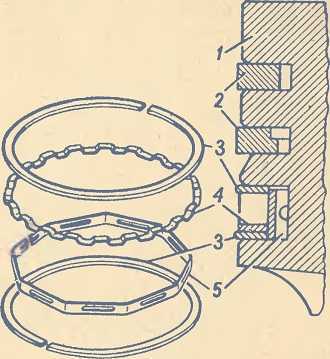
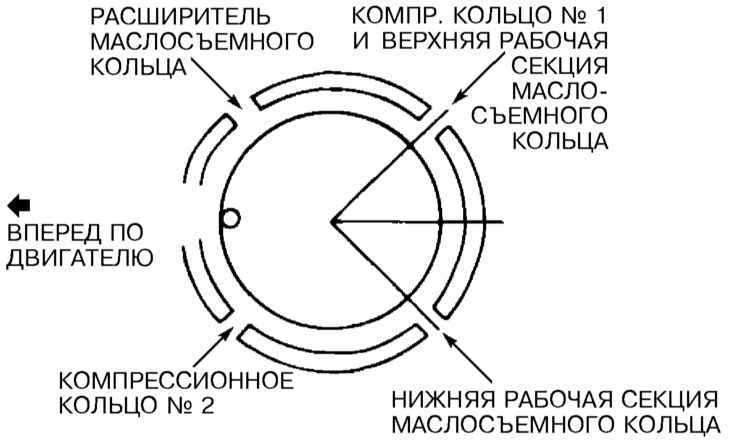
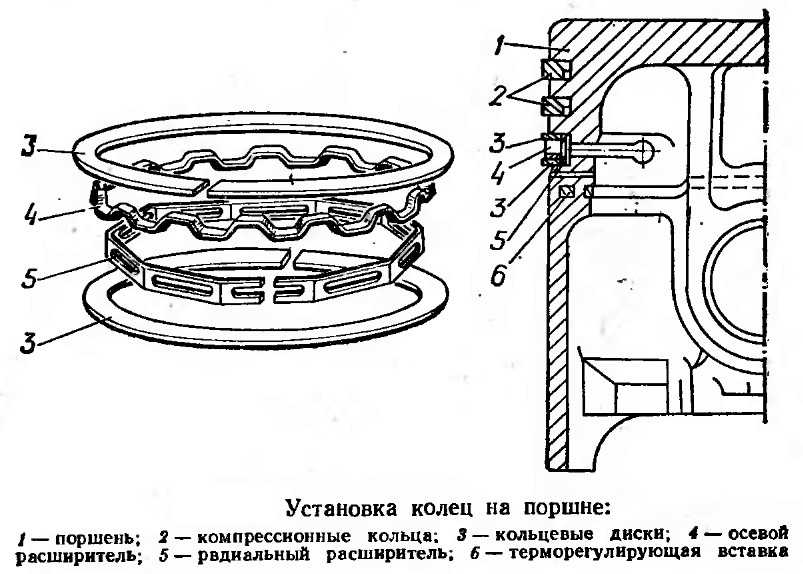
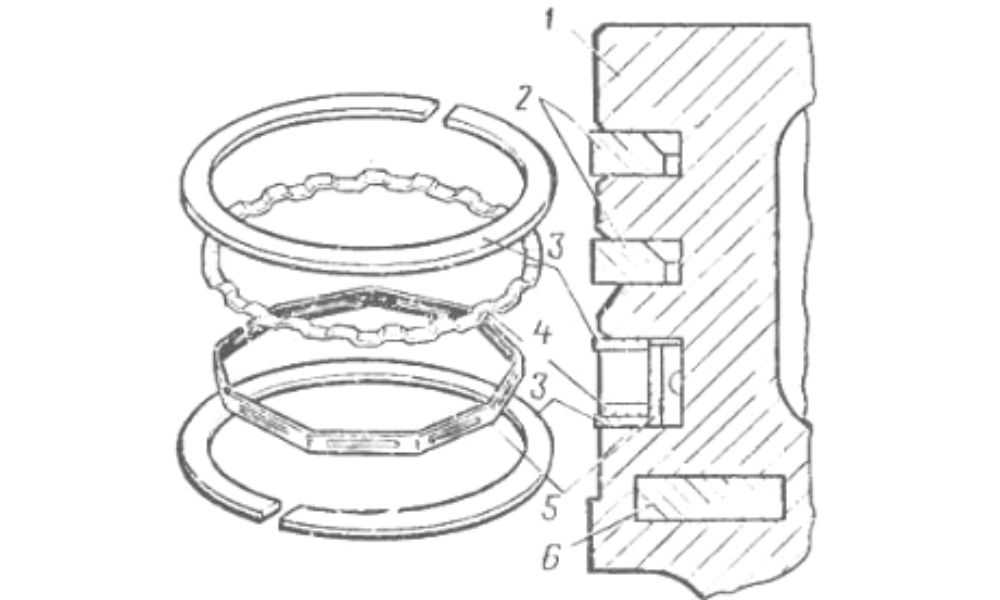
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;
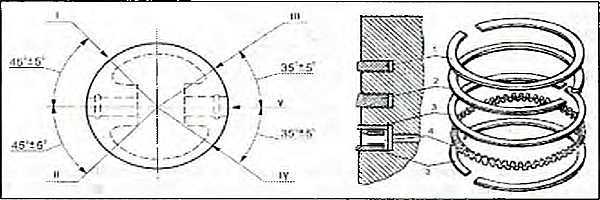
Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;
Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;
И наконец, устанавливаем верхнее компрессионное кольцо.
Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Таблица 1. Размерные группы поршней номинального и
ремонтного размеров и их обозначения
Виды самостоятельного ремонта
Как и любой силовой агрегат движок УАЗа – сложная как технологически, так и в разборке/сборке система. Самостоятельно, даже с наличием набора инструментов и опыта, рекомендуется выполнять неотложную помощь и текущий ремонт.
Важно! Капитальный ремонт – трудоемкая процедура, проведение которой стоит доверить опытным автомеханикам, специализирующимся на обслуживании моторов этого типа. Вмешательство своими руками и некомпетентная диагностика могут закончится как непредвиденной поломкой, так и лишними денежными затратами. Итак, для восстановления работоспособности движка самостоятельно проводятся мероприятия:
Итак, для восстановления работоспособности движка самостоятельно проводятся мероприятия:
- Неотложной помощи. Фактически, устранение причин, приводящих к тревожным симптомам. Например, подтяжку диафрагмы или регулировку соединения трубопровода при повышенном расходе топлива. Или промывку клапана и замену вкладышей подшипников коленвала и распредвала при сниженном давлении масла. Особенность такого ремонта двигателя УАЗ 417 – меры временные. Визит в автосервис после такой «реанимации» обязателен.
- Частичного ремонта. Такую процедуру в дороге не проведешь, поскольку необходима диагностика на специальном стенде. Далее выполняется выборочный демонтаж изношенных узлов, деталей. Механизмы, подлежащие замене (если невозможно восстановление) заменяются на новые (или целые) Благо, что в отличие от импортной техники, дефицита с запчастями на УАЗ в стране нет.
Разборка двигателя для замены колец
Перед заменой необходимо выполнить ряд подготовительных работ:
- необходимо слить отработанное моторное масло, ведь после установки новых колец нужно залить свежую рабочую жидкость;
- проводим ослабление приемной трубы глушителя;
- надо снять крышку клапанного механизма и выставить мотор по меткам;
- демонтируем звезду распредвала, а у переднеприводных ВАЗов снимаем болт крепления шкива ременной передачи, а затем и сам ремень ГРМ со шкивом;
- в классике ослабляем натяжитель, а затем также демонтируем цепь и звезду, установленную на распредвавле;
- потом демонтируем рокера с пружинами, раскладывая все в правильном порядке, чтобы собрать детали на свои места;
- снимаем головку блока, до этого нужно отсоединить коллектор;
- раскручиваем и избавляемся от поддона и маслонасоса;
- убираем крышки шатунов, а затем проталкиваем шатуны вверх, чтобы можно было вытащить их вместе с поршнем.
Сборка двигателя УМЗ
Собираем коленчатый вал в последовательности, обратной разборке. Устанавливая упорные шайбы, не перепутайте их. Переднюю шайбу от проворачивания удерживают два штифта:
![]()
…один в блоке,…
![]()
…а второй – на крышке первого коренного подшипника.
![]()
Прямоугольный выступ задней шайбы устанавливаем в паз с другой стороны крышки первого коренного подшипника. Перед установкой коленчатого вала тщательно очищаем постели подшипников и вкладыши от стружки, масла и отложений (промываем все детали в керосине и обдуваем сжатым воздухом). Тщательно продуваем все масляные каналы. Смазываем шейки и вкладыши моторным маслом. Устанавливаем коленчатый вал в последовательности, обратной снятию, при этом…






![]()
…замки вкладышей должны войти в прорези блока…
…и крышек.
Затягиваем болты коренных подшипников динамометрическим ключом (см. Моменты затяжки основных резьбовых соединений). Временно устанавливаем на коленчатый вал маховик и закрепляем его двумя болтами. Поворачиваем вал рукой за маховик. Вращение должно быть свободным и равномерным без заеданий при небольшом усилии, а осевой люфт — не ощущаться. Перед установкой поршня в сборе (см. Сборка шатунно-поршневой группы) устанавливаем вкладыши в шатун и его крышку. Смазываем моторным маслом поршневые кольца, вкладыши, поверхность цилиндров. Кольца на поршне поворачиваем так, чтобы замки компрессионных колец находились с противоположных сторон,…
![]()
…надеваем на поршень приспособление и обжимаем кольца.
Поршень вставляем в цилиндр так, чтобы надпись «ПЕРЕД» была обращена к передней части блока.
![]()
Постукивая через деревянную проставку по днищу поршня, утапливаем его до упора, контролируя перемещение шатуна к шейке коленчатого вала.
Крышки шатунов устанавливаем аналогично крышкам коренных подшипников. Поворачиваем коленчатый вал за маховик. Вращение должно быть без заеданий и с равномерным сопротивлением.
![]()
Распределительный вал устанавливаем так, чтобы метки на его шестерне и шестерне коленчатого вала совпали.
Дальнейшую сборку двигателя проводим в последовательности, обратной разборке.
![]()
При установке насоса совмещаем прорезь в валике насоса…
![]()
…с пластиной валика привода.
Перед установкой поддона картера..
![]()
…наносим герметик в места стыков частей прокладки и…
![]()
…покрываем герметиком поверхности под пробковые части прокладки по торцам двигателя.
![]()
Торцевые части прокладки вкладываем в посадочные места поддона картера.
![]()
Надеваем боковые части прокладки на шпильки.
При нанесении герметика и установке прокладок надо быть аккуратным и внимательным. Слишком большое количество герметика выдавится внутрь картера, а при его недостатке возможна утечка масла.






Контроль качества сборки шатунной группы.
После сборки нижней головки шатуна необходимо проверить соответствие ее геометрических размеров и формы требованиям технических условий на сборку. Контроль этих параметров наиболее целесообразно проводить при помощи микрометрического нутромера, который позволяет определить не только точность размеров, но и отклонения формы отверстия нижней головки шатуна от круглости и цилиндричности. Далее переходят к проверке шатуна на прямолинейность, двойной изгиб и параллельность осей отверстий его нижней и верхней головок.
Рис. 1. Шатун: 1 — смазочная канавка; 2 — втулка; 3 — верхняя головка шатуна; 4 — болты; 5 — смазочное отверстие; 6 — прокладка; 7 — гайки; 8 — крышка; 9, 10— вкладыши
Контроль прямолинейности осуществляется при помощи приспособления (рис. 2, а), на пальцах 4 и 7 которого устанавливают шатун 6, закрепляя его винтом 8. Затем на палец 4, на котором размещается верхняя головка 5 шатуна 6, устанавливают призму 3 так, чтобы запрессованные в ней штифты касались контрольной плиты 2. Если все три штифта касаются плиты, то шатун прямолинеен. Наличие зазора между плитой и хотя бы одним из штифтов свидетельствует об отклонении шатуна от прямолинейности. Величину отклонения шатуна от прямолинейности определяют, используя щуп 1.
Контроль шатуна на двойной изгиб выполняют, используя приспособление (рис. 2, б), на пальце 11 которого закрепляют нижнюю головку шатуна, выдвинув предварительно ограничитель 12 до упора в торец нижней головки шатуна, и измеряют при помощи глубиномера 10 расстояние от торцевой поверхности верхней головки шатуна до контрольной плиты 9. Затем шатун поворачивают на 180° и вновь проводят измерения. По разности показаний, полученных в процессе измерений, определяют соответствие шатуна техническим условиям.
Контроль параллельности осей отверстий верхней и нижней головок шатуна осуществляется при помощи приспособления (рис. 2, в), на пальцах 13 и 15 которого устанавливают шатун 14. Затем на палец 15 устанавливают призму 16 так, чтобы запрессованные в нее штифты касались контрольной плиты 17. Если между плитой и хотя бы одним из штифтов имеется зазор, то это свидетельствует об отклонении осей отверстий нижней и верхней головок шатуна от параллельности.
Рис. 2. Контроль сборки шатуна выполнением проверок: a — прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий; 1 — щуп; 2,9, 17— плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя головка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
Определение наличия трещин осуществляется рентгеновским или ультразвуковым методами. В некоторых случаях наличие трещин может быть определено простукиванием шатуна (при наличии трещин возникает глухой дребезжащий звук).
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.