Сборка двигателя ЗМЗ-402
Подбор деталей и сборка шатунно-поршневой группы двигателя ЗМЗ-402 производится согласно рекомендациям, указанным в разделе Сборка шатунно-поршневой группы, но имеют некоторые особенности.
Так, ориентировочный выступ шатуна двигателя ЗМЗ-402 расположен не на стержне шатуна, а на его крышке.
При замене изношенных или дефектных гильз новыми и отремонтированными следует вставлять их в блок так, чтобы метка, имеющаяся на нижней центрирующей части гильзы, указывающая ее группу, была расположена в поперечной плоскости блока. В остальных случаях, прежде чем вынуть гильзы из блока, их необходимо маркировать порядковыми номерами, а также пометить положение в блоке, чтобы при сборке обеспечить их постановку в прежнее положение. В случае замены поршней, гильз, поршневых пальцев или шатунов подбор сопрягаемых пар следует производить при температуре деталей 20±3°С. (см. таблицу размерных групп).
При установке на поршень новых колец, но сохранении прежних гильз, следует удалить на станке или шабером выступающий буртик в верхней части гильзы.
Для мало изношенных гильз цилиндров без их расточки предусмотрен комплект луженых компрессионных и стальных маслосъемных колец.
При установке распределительного вала совмещаем риску на его пластмассовой шестерне с меткой “0” на шестерне коленчатого вала. Толкатели подбираются по размерам отверстий в блоке и делятся на две группы (см. таблицу размерных групп толкателей).
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку, высверливая металл с тяжелой стороны маховика. Балансировку коленчатого вала, маховика и сцепления в сборе не следует начинать, если начальный дисбаланс превышает 200 г.см. В этом случае необходимо узел разукомплектовать и проверить балансировку каждой детали в отдельности.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор. Проверка производится следующим образом: заложите отвертку (вороток, рукоятку молотка и т.п.) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя. С помощью щупа определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Зазор должен быть в пределах 0,125–0,325 мм.
В задний конец коленчатого вала запрессовывается шариковый подшипник 80203 АС9 с двумя защитными шайбами. Допускается использовать подшипник 60203А с одной защитной шайбой, при этом в полость для подшипника необходимо заложить 20 г смазки Литол-24.
Приверните к маховику нажимной диск сцепления в сборе с кожухом, предварительно отцентрировав ведомый диск с помощью оправки (можно использовать первичный вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала. Метки 0, выбитые на кожухе нажимного диска и на маховике около одного из отверстий для болтов крепления кожуха, должны быть совмещены.
Стыки нижнего фланца блока цилиндров с крышкой распределительных шестерен и держателем набивки смажьте клеем-герметиком “Эластосил 137-83” или пастой УН-25.
Размерные группы поршней и гильз
![]()
Размерные группы пальцев, поршней и шатунов
![]()
Размерные группы толкателей
![]()
Подготовка к сборке и необходимый инструмент
Перед началом сборки двигателя ЗМЗ 402 необходимо провести несколько подготовительных шагов. Они позволят вам успешно выполнить все работы и избежать возможных проблем в процессе сборки.
Во-первых, вам потребуется соответствующий инструмент. Вот список основных инструментов, которые вам понадобятся:
- Ключи и отвертки: наборы комбинированных ключей и отверток разных размеров;
- Приспособления для снятия и установки деталей: приспособления для снятия и установки поршней, шатунов, распредвалов и других деталей;
- Особый инструмент: специализированные инструменты, предназначенные для работы с двигателем ЗМЗ 402, такие как затяжные моменты для крепежных элементов, специальные ключи;
- Измерительные инструменты: микрометр, штангенциркуль, измерительная лента и другие инструменты, необходимые для проверки размеров и зазоров деталей;
- Чистящие и смазывающие средства: специальные средства для очистки и смазки деталей;
- Защитные средства: рукавицы, защитные очки и другие средства, обеспечивающие безопасность при работе с двигателем.
Также перед началом сборки необходимо подготовить рабочее место и положить все инструменты в удобном для вас порядке. Постарайтесь обеспечить чистоту и порядок, чтобы не потерять детали и не допустить их повреждения.
Кроме того, перед сборкой двигателя рекомендуется провести визуальный осмотр всех деталей. Проверьте их на наличие повреждений, износа или деформаций. Если вы обнаружите какие-либо проблемы, замените соответствующие детали перед началом сборки.
Подготовка к сборке и правильный выбор инструмента являются важными шагами перед началом сборки двигателя ЗМЗ 402. Это позволит вам успешно выполнить все работы и достичь желаемого результата.
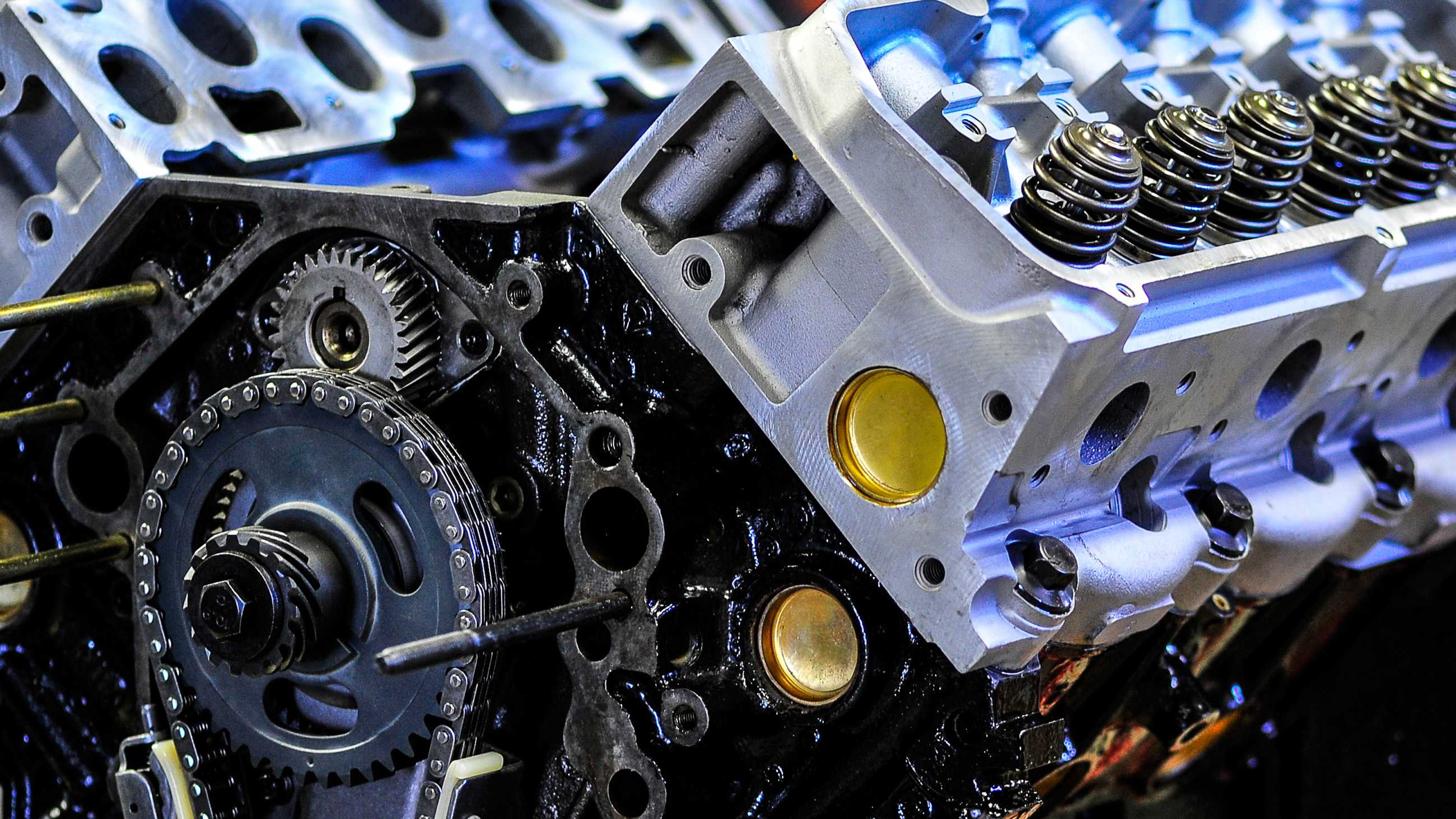
Конструкция и устройство 3M3-402
Семейство моторов ЗМЗ-402 построено на базе унифицированного 4-цилиндрового рядного блока. Двигатель оснащен системой принудительного жидкостного охлаждения, в контуре предусмотрен термостат.
Для подготовки топливной смеси использован карбюратор с падающим потоком, инжекторные модификации не вышли из стадии опытных образцов.
В 80-е гг. для машин ГАЗ-3102 собирали 105-сильную версию с форкамерно-факельным зажиганием. Моторы отличались головкой блока с дополнительным клапаном и форкамерой и имели сниженный расход топлива.
Мотор 3M3-402.
Блок цилиндров
Блок изготовлен по технологии литья (под давлением или в кокиль) из алюминиевого сплава с высокой механической прочностью.
Применены чугунные сменные гильзы, метод крепления деталей зависит от способа литья блока. Рубашка охлаждения открытого типа, для фиксации головки в верхней части отливки предусмотрены бобышки.
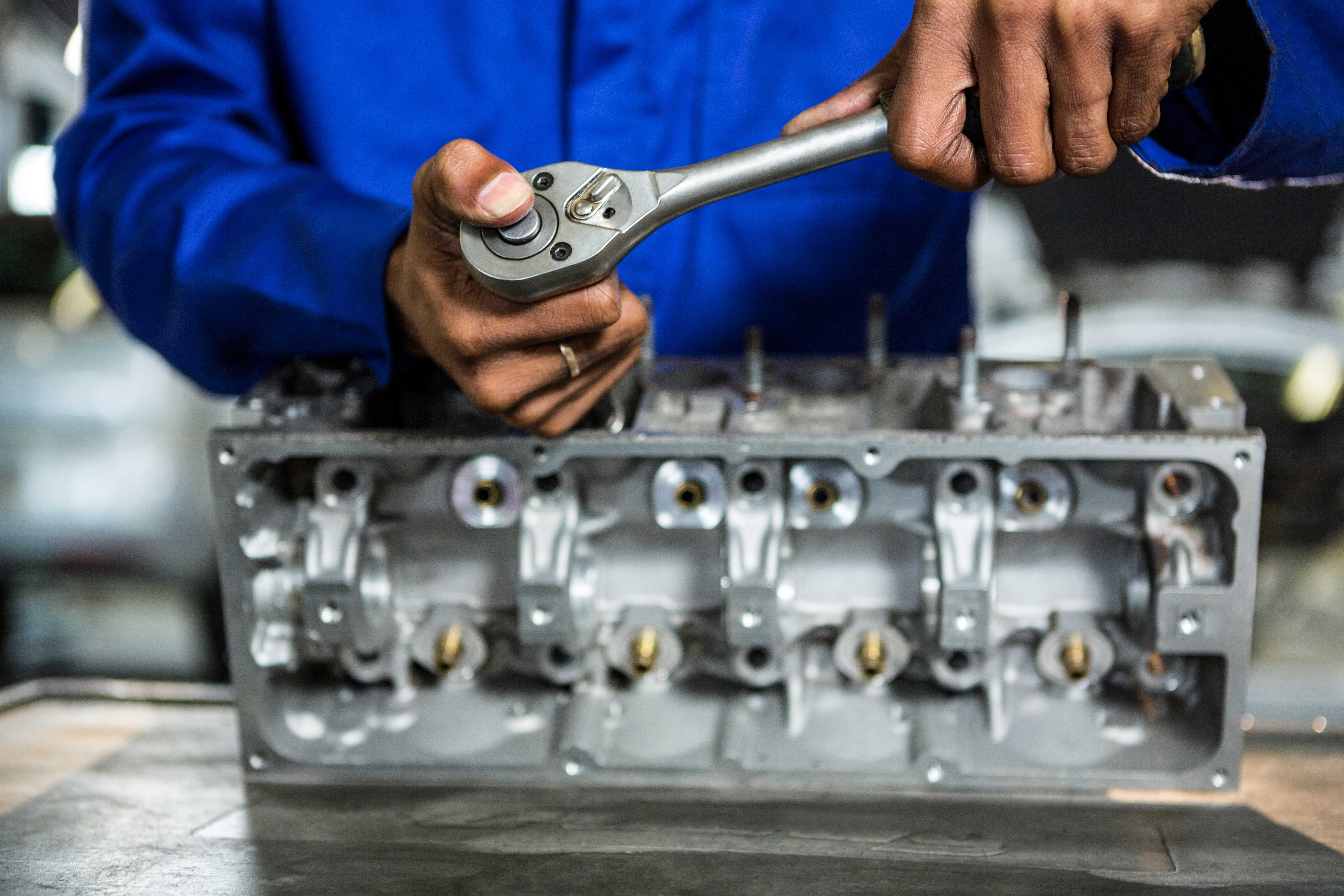
Головка блока цилиндров
Алюминиевая 8-клапанная головка является общей для всех цилиндров и имеет полусферические камеры сгорания. Отливка проходит цикл термической обработки для повышения прочности.
Седла клапанов изготовлены из специального чугуна, направляющие выполнены из металлокерамического композитного материала. Головка крепится к блоку на шпильках, между деталями расположена прокладка толщиной 1,5 мм (в зажатом состоянии).
Алюминиевая головка блока цилиндров.
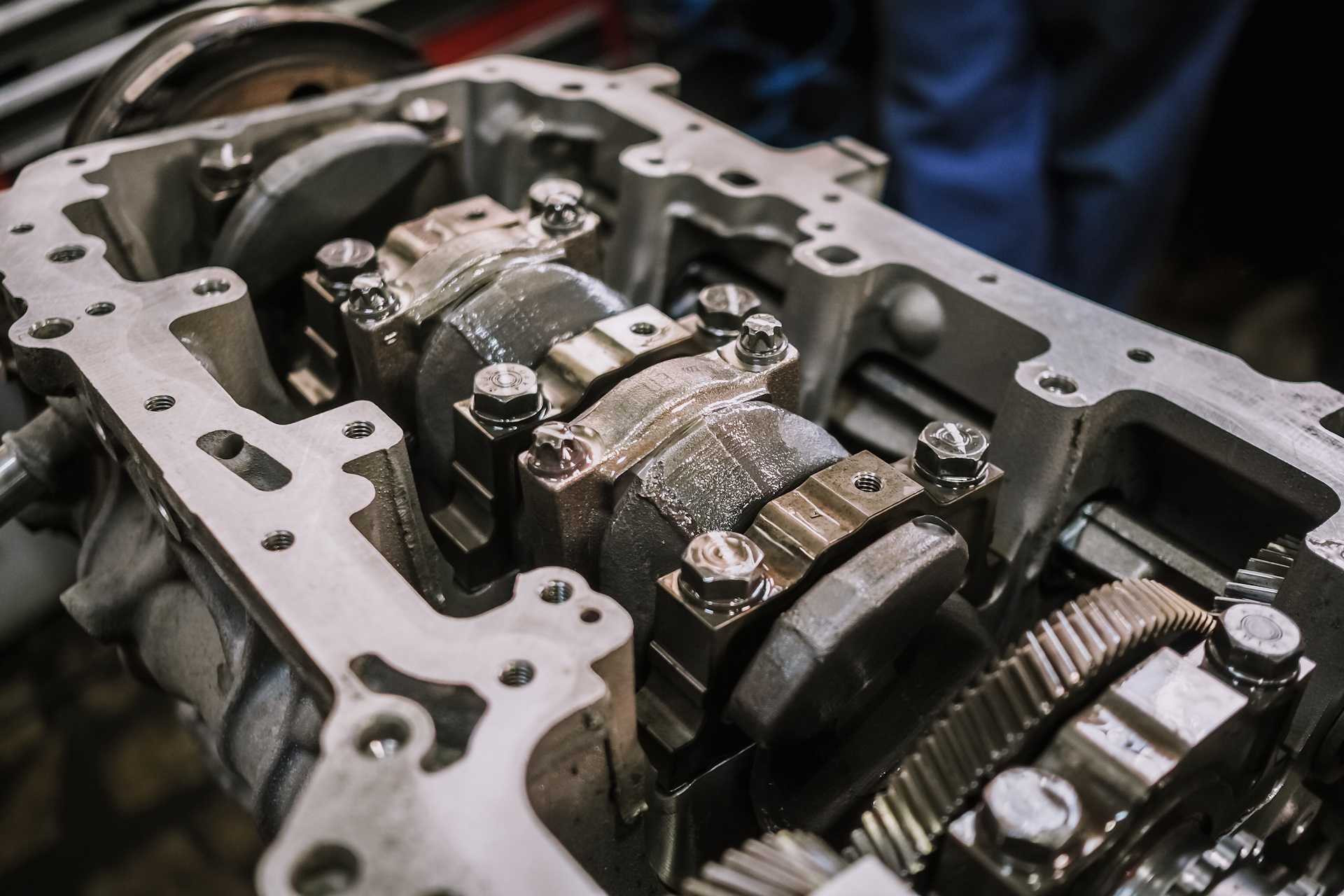
Кривошипно-шатунный механизм
Стальной коленчатый вал имеет 5 опор, крышки подшипников выполнены из чугуна и обрабатываются совместно с блоком. Алюминиевые поршни с плоским днищем имеют прямоугольные канавки для 2 компрессионных и 1 маслосъемного кольца.
На концах коленчатого вала установлены шестерня привода газораспределительного механизма и маховик, обеспечивающий равномерную работу мотора.
Система смазки двигателя
Двигатель имеет принудительную систему смазки с шестеренным насосом, имеющим привод от коленчатого вала. Запас масла находится в поддоне, в контуре предусмотрен фильтр для отделения грязи и продуктов износа.
Рекомендуем почитать здесь: датчик давления масла змз 409
При падении напора ниже допустимого предела включается контрольная лампа красного цвета, расположенная в приборной панели. Предусмотрен сотовый радиатор с краном для принудительного отключения, обеспечивающий охлаждение масла.
Система зажигания
Мотор оборудован электронным зажиганием с коммутатором и катушкой, питание подается от аккумуляторной батареи. Порядок работы цилиндров 1-2-4-3, свечи ввернуты в головку блока. На боковине картера находится распределитель с вакуумным корректором угла опережения, имеющий привод от коленчатого вала.
Двухконтурное зажигание ЗМЗ 402.
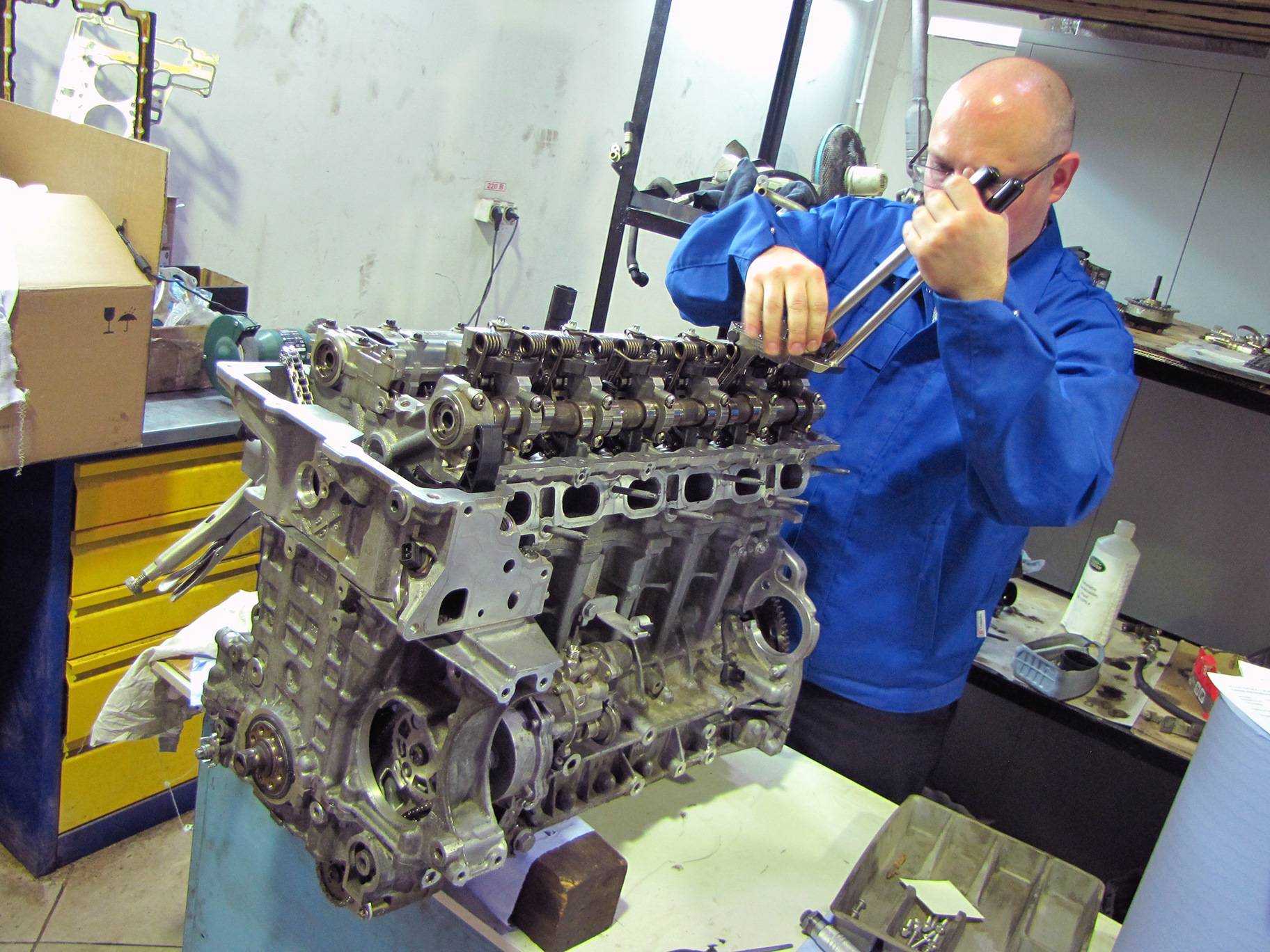
Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:
Камера сгорания была покрыта толстым слоем нагара:
Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:
Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ – прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов – это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:
В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки
ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут
Как разобрать двигатель ЗМЗ-402
Двигатель после снятия с автомобиля нужно тщательно отмыть и очистить.
Устанавливаем двигатель на стенд или подставку.
Подготавливаем необходимый инструмент для разборки
При разборке нужно маркировать детали, которые будут в дальнейшем эксплуатироваться.
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому их разукомплектовывать нельзя.
Головкой на 10 отворачиваем шесть болтов крепления крышки блока цилиндров и снимаем крышку вместе с прокладкой.
Вынимаем масломерный щуп
![]()
Ключом на 12 ослабляем болт верхнего крепления генератора
![]()
Ключом на 13 отворачиваем гайку крепления регулировочной пластины к головке блока
![]()
Снимаем пластину со шпильки головки блока
![]()
Отворачиваем ключом на 13 две гайки крепления крайних стоек крепления оси коромысел
![]()
Ключом на 17 равномерно ослабляем и отворачиваем четыре гайки крепления основных стоек оси коромысел
![]()
Снимаем ось коромысел со шпилек
![]()
Вынимаем восемь штанг толкателей и раскладываем их по порядку, чтобы потом поставить их на свои места
![]()
Головкой на 19 отворачиваем десять гаек крепления головки блока в последовательности обратной затяжке
![]()
Последовательность затяжки болтов головки блока цилиндров
Снимаем наконечники высоковольтных проводов и выворачиваем свечи зажигания.
Отсоединяем шланг от фильтра тонкой очистки топлива.
Отсоединяем от карбюратора шланг вакуум-корректора датчика распределителя зажигания.
![]()
Снимаем головку со шпилек блока цилиндров.
![]()
Снимаем прокладку головки блока цилиндров
![]()
Переворачиваем двигатель поддоном вверх и ключом на 13 отворачиваем восемнадцать гаек крепления поддона.
Под угловыми гайками крепления поддона установлены фигурные шайбы
![]()
Снимаем с поддона переднюю и заднюю части прокладки
![]()
Снимаем с блока боковые части прокладки
![]()
Уплотнительные прокладки вторично нельзя использовать.
Все прокладки продаются в ремкомплектах.
![]()
Головкой на 12 с удлинителем отворачиваем два болта крепления топливного насоса
![]()
Снимаем топливный насос
![]()
Между насосом и блоком установлена прокладка
![]()
Ключом на 24 отворачиваем болт и отсоединяем трубку от корпуса масляного фильтра
![]()
Ключом на 13 отворачиваем четыре гайки крепления масляного фильтра
![]()
Снимаем масляный фильтр
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход – 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки – полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче – это примерно 80 кмч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Будет полезно: Какая керамическая смазка лучше. обзор рейтинга (топ 7)
Источник
Номинальные и предельно допустимые размеры и посадка сопрягаемых деталей коленчатого вала
|
Наименование детали |
Номинальный диаметр, мм |
Наименование сопрягаемых деталей |
Номинальный диаметр, мм |
|
Коленчатый вал |
62,0 -0,035 62,0 -0,054 |
Вкладыши коренных подшипников |
1-й размер 67,0 +0,019 – 2 (2,5 +0,008) |
|
1-й ремонтный размер 61,75 -0,035 61,75 -0,054 |
1-й размер 67,0 +0,019 – 2 (2,625 +0,008) |
||
|
2-й ремонтный размер 61,5 -0,035 61,5 -0,054 |
2-й размер 67,0 +0,019 – 2 (2,75 +0,008) |
||
|
3-й ремонтный размер 61,25 -0,035 61,25 -0,054 |
3-й ремонтный размер 67,0 +0,019 – 2 (2,875 +0,008) |
||
|
Коленчатый вал |
56,0 -0,025 56,0 -0,044 |
Вкладыши шатунных подшипников |
60,0 +0,019 – 2 (2,0 +0,008) |
|
1-й ремонтный размер 55,75 -0,025 55,75 -0,044 |
1-й размер 60,0 +0,019 – 2 (2,125 +0,008) |
||
|
2-й ремонтный размер 55,5 -0,025 55,5 -0,044 |
2-й размер 60,0 +0,019 – 2 (2,25 +0,008) |
||
|
3-й ремонтный размер 55,25 -0,025 55,25 -0,044 |
3-й ремонтный размер 60,0 +0,019 – 2 (2,375 +0,008) |
||
|
Коленчатый вал |
38,0 +0,020 38,0 +0,003 |
Шкив |
38,0 +0,050 38,0 +0,025 |
|
Коленчатый вал |
38,0 +0,020 38,0 +0,003 |
Втулка шкива |
38,0 +0,050 38,0 +0,025 |
|
Коленчатый вал |
40,0 +0,027 40,0 +0,009 |
Звездочка коленвала |
40,0 +0,027 |
|
Маховик |
40,0 -0,012 40,0 -0,028 |
Подшипник носка первичного вала |
40,0 -0,011 |
|
Коленчатый вал |
40,0 -0,028 40,0 -0,044 |
Маховик |
40,0 -0,012 40,0 -0,028 |
|
Маховик |
292,0 +0,64 292,0 +0,54 |
Зубчатый венец |
292,0 +0,15 |
|
Коленчатый вал |
34,0 +0,05 длина 3-й коренной шейки |
Постель 3-го коренного подшипника и шайбы упорного подшипника |
29,0 -0,06 + 2 (2,5 -0,05) 29,0 -2,12 + 2 (2,5 -0,05) |
|
Передний сальник коленвала |
70,0 +0,4 70,0 +0,2 |
Крышка цепи |
70,0 -0,07 |
|
Задний сальник коленвала |
100,0 +0,5 100,0 +0,3 |
Сальникодержатель |
100,0 -0,087 |
|
Маховик |
40,0 -0,012 40,0 -0,028 |
Втулка распорная |
40,0 -0,1 40,0 -0,05 |
|
Радиальное биение коренных шеек коленвала |
— |
— |
— |
|
Овальность шеек коленвала |
— |
— |
— |
|
Наименование детали |
Зазор, мм |
Натяг, мм |
Предельно допустимый, мм |
|||
|
min |
max |
min |
max |
зазор |
размер |
|
|
Коленчатый вал |
0,019 |
0,073 |
__ |
__ |
61,92 шейка коленвала |
|
|
1-й ремонтный размер 0,019 |
1-й ремонтный размер 0,073 |
1-й размер __ |
1-й размер __ |
1-й размер __ |
||
|
2-й ремонтный размер 0,019 |
2-й ремонтный размер 0,073 |
2-й размер __ |
2-й размер __ |
2-й размер __ |
||
|
3-й ремонтный размер 0,019 |
3-й ремонтный размер 0,073 |
3-й размер __ |
3-й размер __ |
3-й размер __ |
||
|
Коленчатый вал |
0,009 |
0,063 |
__ |
55,92 шейка коленвала |
||
|
1-й ремонтный размер 0,009 |
1-й ремонтный размер 0,063 |
1-й размер __ |
1-й размер __ |
|||
|
2-й ремонтный размер 0,009 |
2-й ремонтный размер 0,063 |
2-й размер __ |
2-й размер __ |
|||
|
3-й ремонтный размер 0,009 |
3-й ремонтный размер 0,063 |
3-й размер __ |
3-й размер __ |
|||
|
Коленчатый вал |
0,005 |
0,047 |
__ |
__ |
__ |
__ |
|
Коленчатый вал |
0,005 |
0,047 |
__ |
__ |
__ |
__ |
|
Коленчатый вал |
0,018 |
__ |
__ |
0,027 |
__ |
__ |
|
Маховик |
__ |
__ |
0,001 |
0,028 |
__ |
__ |
|
Коленчатый вал |
0,032 |
__ |
__ |
__ |
__ |
|
|
Маховик |
__ |
__ |
0,39 |
0,64 |
__ |
__ |
|
Коленчатый вал |
0,06 осевой |
0,27 осевой |
__ |
__ |
0,36 осевой |
34,06 длина шейки 28,84 ширина постели |
|
Передний сальник коленвала |
__ |
__ |
0,20 |
0,47 |
__ |
__ |
|
Задний сальник коленвала |
__ |
__ |
0,3 |
0,527 |
__ |
__ |
|
Маховик |
0,072 |
0,488 |
__ |
__ |
__ |
__ |
|
Радиальное биение коренных шеек коленвала |
__ |
0,02 биение |
__ |
__ |
0,04 биение |
__ |
|
Овальность шеек коленвала |
__ |
0,005 |
__ |
__ |
0,01 |
__ |
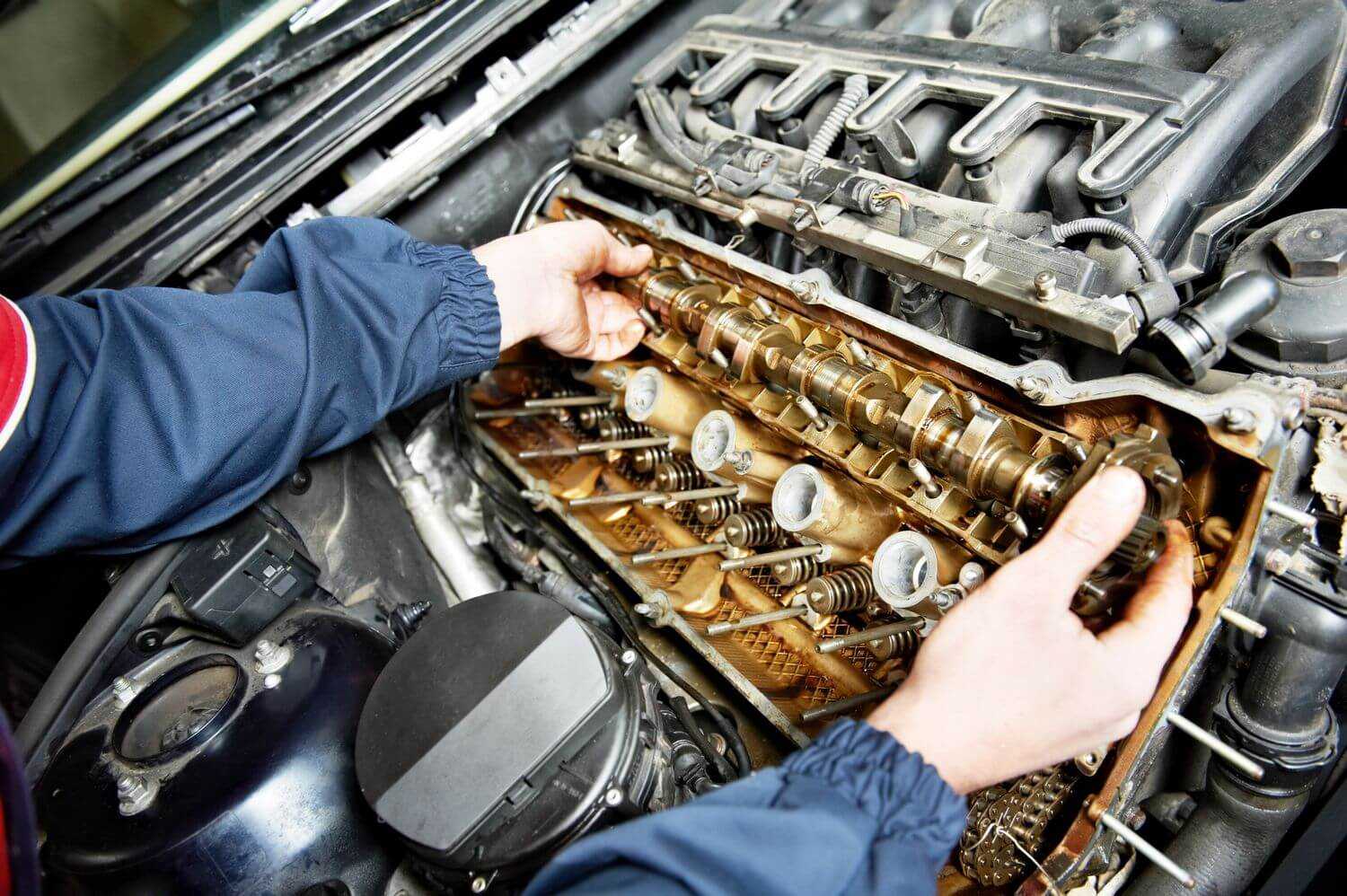
Конструкция ГБЦ ЗМЗ 402
ГБЦ данного двигателя общая для четырёх цилиндров. Отливается она, из особо прочного сплава алюминия, под высоким давлением. Сёдла для клапанов вставные, выполненные из особо прочного чугуна. Материалом изготовления втулок клапанов является металлокерамика.









При сборке ГБЦ используется уникальная технология, втулки и сёдла клапанов охлаждают, а головку нагревают. Метал головки дополнительно обжимается вокруг сёдел клапанов, при помощи оправки. Сёдла и втулки проходят тонкую обработку совместно с головкой БЦ.
![]()
ГБЦ ЗМЗ 402 к БЦ крепиться с помощью десяти шпилек, выполненных из стали, их диаметр составляет 12 мм. Для упрочненния, под гайки, устанавливаются стальные специальные шайбы.
Между ГБЦ и БЦ находиться асбестовая прокладка, она имеет графитовое покрытие и каркас из металлического армирования. Окна прокладки предназначенные для камер сгорания окантовываются жестью. Высота прокладки в сжатом виде не более 1.5 мм.
Теория ДВС: ГБЦ ЗМЗ-402
Правильно установить головку БЦ на блок, помогают два штифта, закрепленные в БЦ. Головки БЦ 402 и 4021 движков отличаются по размерам камер сгорания. Большая степень сжатия 402 мотора достигается благодаря увеличенной фрезеровки нижней части головки. Благодаря этому высота головки 402.10 движка меньше высоты 4021.10 мотора, 94.4 мм., и 98 мм., соответственно. Разница по высоте составляет 3.6 мм. За счёт этого получается СС 8.2:1, позволяющая 402 мотору работать на АИ 92 бензине. Вместо 4021 мотора, имеющего СС 6.7:1, и работающего на 76 бензине.
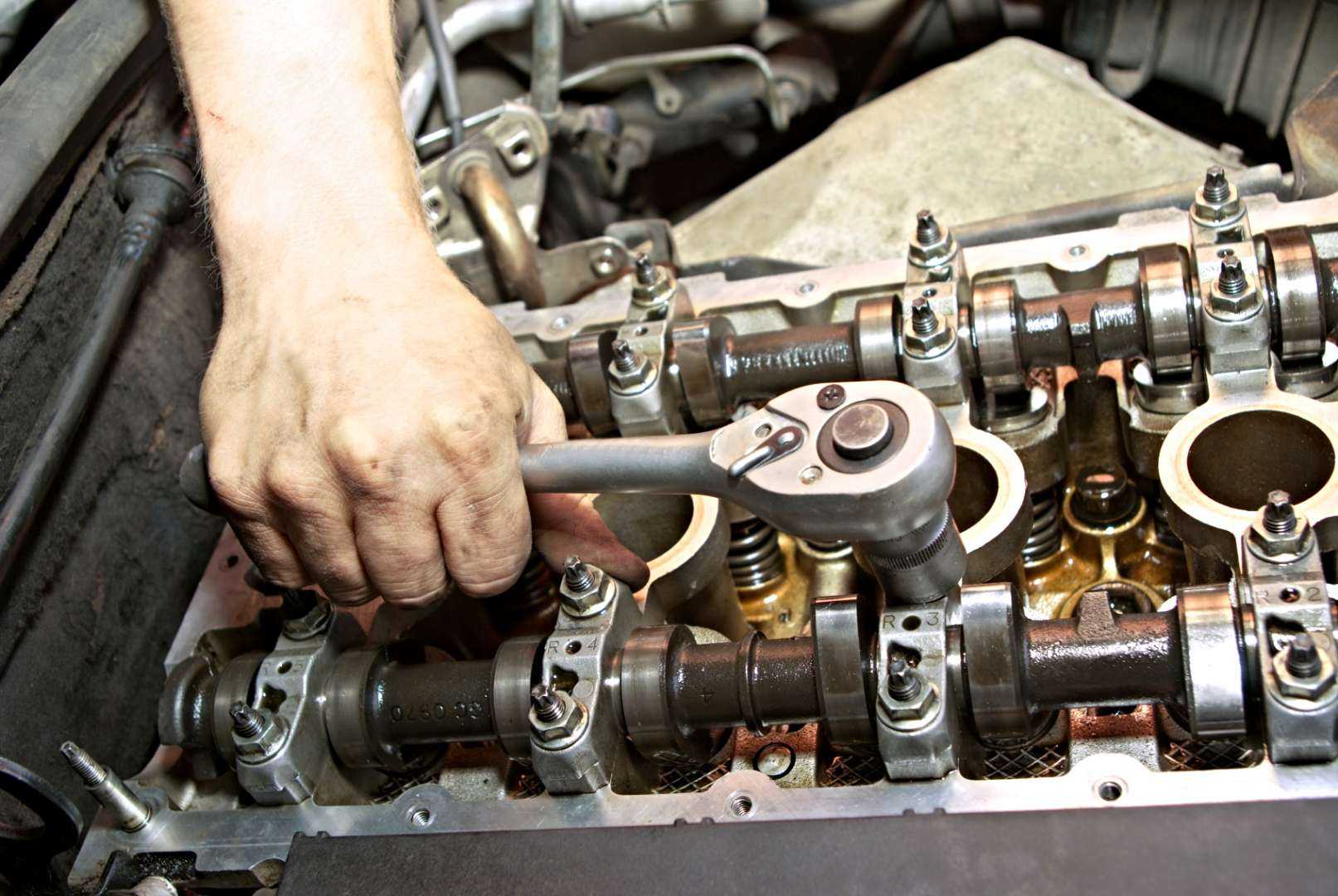
Порядок регулировки клапанов 402 двигатель
- Демонтируйте шланги, подсоединённые к крышке клапанов и зажиганию;
- Отсоедините привод газа, прикреплённый к заглушке клапанов мотора;
- Демонтируйте заглушку клапанов, для этого снимите шесть фиксаторов, возможно, придётся снять воздушный фильтрующий элемент;
- Демонтируйте свечи мотора;
- Поставьте вытеснитель камеры «1» в верхнюю мёртвую точку: соедините метку «3» на шкиве с наплывом на остове мотора;
- Демонтируйте заглушку трамблёра, контролируйте, чтобы положение ходового ролика совпадало с контактом камеры один. В противном случае проверните вал, повторите процедуру;
- Отрегулируйте вентили: «1246» после прокрутите вал так, чтобы насечки шкива и остова совпали, отрегулируйте вентили «3578»;
- Что бы отрегулировать вентиль, пошевелите вращательную пару, после, не прикладывая много сил, ударьте по ней молотком со стороны клапана;
- Придерживая винт регулировки ключом на «11», открутите гайку;
- Проконтролируйте зазор, при необходимости отрегулируйте. Сколько миллиметров выставлять связано с нагрузками на двигатель, стандартная регулировка предусматривает 0,4мм;
![]()
- Придерживая болт при помощи ключа или отвёртки, зафиксируйте деталь гайкой. Если зазор нужного размера, регулируйте следующий клапан, если нет — повторите настройку;
- Соберите свечи, крышку, проводники в обратном порядке;
- Заведите мотор, убедитесь, что каждый элемент механизма смазывается. В противном случае, отпустите фиксатор оси коромысла (камера «4»);
- Выключите мотор, установите крышку клапанов, зафиксируйте болты, установите патрубки;
- Запустите и прогрейте мотор, проконтролируйте отсутствие стука на агрегате. Правильная регулировка исключает металлический звон и цокот.
Виды выпускаемых модификаций ЗМЗ 402
Двигатель ЗМЗ 402 — это общее название модельного ряда движков, Заволжского завода по производству моторов.
В их семейство входят пять очень похожих двигателей, имеющих небольшие различия и своё предназначение:
- Самым распространённым и основным мотором считается 402.10. Его предназначение, комплектация легковых автомобилей Волга. Он рассчитан на использование бензина АИ 92, имеет сжатие 8.2:1.
- Второе место по значимости занимает двигатель, со СС 6.7 работающий на АИ 76. Его маркировка ЗМЗ 4021.10. Использовался на легковых автомобилях Волга.
- Двигатель ЗМЗ 4022.10 имел самое большое отличие от основной модели. Его конструкция на то время была слишком сложной: использовался другой распределительный вал, карбюратор, выпуск и впуск имели другую конструкцию. Самое значимое отличие — использование форкамерно-факельного зажигания. Все эти головоломки, должны были решить проблему вредных веществ в выхлопных газах и значительно сократить расход горючего. Однако желаемого результата по экономии и экологии получено не было. Поэтому такой мотор не получил широкого распространения, а в 92 году выпуск форкамерных движков полностью прекратился.
- 4. Силовой агрегат ЗМЗ 4026.10 работает на 92 бензине, он является аналогом модели 402.10. Основное отличие, это его предназначение. Данная модификация использовалась на Газелях.
- 5. Пятая модификация ЗМЗ 4025.10, тоже предназначалась для Газелей. По большому счёту это тот же 4021.10 работающий на АИ 76. Разница между ними, только в применении.
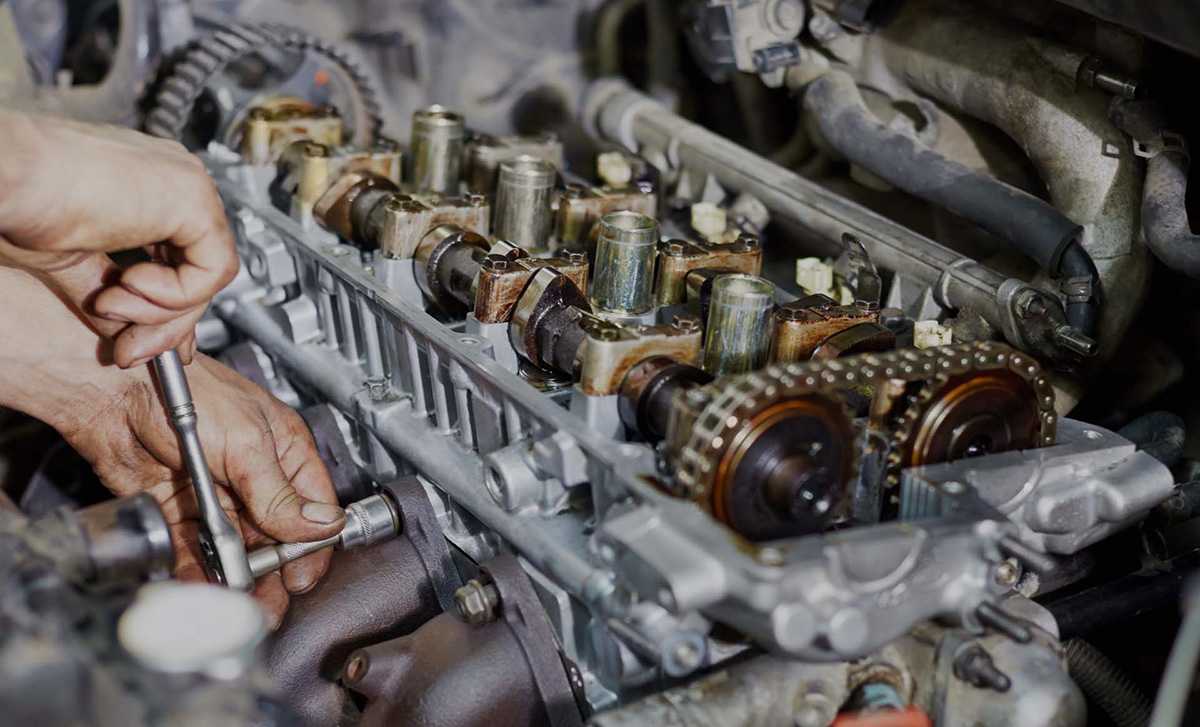
Особенности конструкции ГРМ
Распределительный вал нижнего расположения. Устанавливается он внизу БЦ на пять опор. На распредвале установлена шестерня для привода распределителя зажигания, а так же масляного насоса.
Схема ГРМ
![]()
Привод ГРМ осуществляется через пластмассовую шестерню, которая находиться в зацепления с металлической шестерней коленвала. Кулачки вала, предназначенного для газораспределения, оказывают воздействие на толкатели, которые штангами, приводят через коромысла в работу клапаны. От осевых смещений вал ГРМ удерживается стальным фланцем, расположенным между старицей шестерни и торцевой стенкой шейки распределительного вала.
Этап третий. Закупки и подготовка к сборке
Утром отправляемся в мастерскую по расточке валов. Сдаем свой вал в работу. Заранее предупреждаем мастера о том, что блок у вас просто идеальный и все постели идеально соосны. Как вы это установили не его дело. Его дело — проточить вал строго в ближайший из возможных ремонтных размеров.
Дело в том, что часто встречаются дефекты блока, при которых вал слегка подзакусывает при вращении, соответственно, претензии, чаще всего предъявляются токарю, точившему коленвал. Мол, не так прошлифовал. Вот потому, токари и страхуются, снимая с вала на «сотку» побольше, дабы он гарантированно хорошо проворачивался в постелях.
Также попросите токаря раззенковать после проточки края отверстий в которых сидят пробки грязеуловителей. Не лишней будет подновление маслосгонной накатки на заднем конце вала (иногда ее перерезают на маслосгонную резьбу, что тоже не плохо). Не забудьте записать в блокнот, в какой размер проточены шейки. Здесь же промерим плоскость головки и отфрезеруем ее, если она в этом нуждается. Готовый вал нужно будет промерить на биение, а заодно удостовериться в том, что размер верный. Если все хорошо, жмем руку токарю, расплачиваемся и едем на шиномонтаж. Здесь нам нужно продуть хорошим копрессором каналы вала. Выворачиваем пробки грязеуловителей и тщательно продуваем сжатым воздухом вал. Все, что не выдувается, подчищаем вручную и снова продуваем. Продуваем масляные каналы блока, вывернув пробки на его задней и передней сторонах. Далее мы едем в мастерскую, которая поможет отбалансировать наш вал в сборе с маховиком и сцеплением. И только теперь переходим к шопингу. При покупке все детали распаковываем и все трогаем руками, отсматриваем наличие брака, не стесняемся доставать штангенциркуль, если возникнет желание воспользоваться микрометром… Не сдерживайте себя. Как уже было сказано, одной из лучших поршневых является ПОН. Достаем гильзы и начинаем опускать в них поршни. Поршень должен проскальзывать через гильзу плавно, с видимым замедлением и при этом нигде не заедать. Также можно провести тест с протягиванием щупа. Новые поршневые пальцы должны проходить через головки шатунов с некоторым усилием, но без заедания. Люфта быть не должно. Если палец болтается, шатун подлежит замене или перевтуливанию. Процедура запрессовки и развертки новой втулки, достаточно трудоемкая и не всегда с первого раза проходит успешно, поэтому целесообразнее будет просто заменить шатун целиком. Выбираем вкладыши нужного нам размера. Новую шестеренку распредвала тщательно сравниваем со старой, нас интересует совпадение меток. Закупаем все по списку, для крепежа обеспечиваем некоторый запас. Закупаем эксплуатационные жидкости. Едем в гараж, берем там напильник и с ним отправляемся туда, где можно добыть во временное пользование кухонные весы с цифровым табло. Наша задача теперь привести все поршни и шатуны к единому весу. Просто взвешиваем и подтачиваем юбки у тех поршней, что тяжелее прочих. Аналогичную процедуру проворачиваем для шатунов. Подтачивать их можно с верхнего края. Если все детали у вас отмыты, вал проточен и отбалансирован, все расходники и запчасти приобретены, переходим к финальному этапу этой стадии. Обзваниваем помощников и убеждаемся, что все они смогут завтра подъехать и поучаствовать в водружении двигателя обратно в моторный отсек. Отправляемся спать. Завтра день ответственный.
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до
капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая — капаем средством
для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом
отмыть удалось почти все детали:
Ось коромысел разбираться не пожелала, я и не настаивал ![]() . Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал
. Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал
на ночь в средстве для мытья посуды. Клапанную крышку сперва изнутри скоблил строительным мастерком, отложений было реально
много. Потом отмывал всё тем же средством для мытья посуды в ведре.
Процесс капитального ремонта двигателя
Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
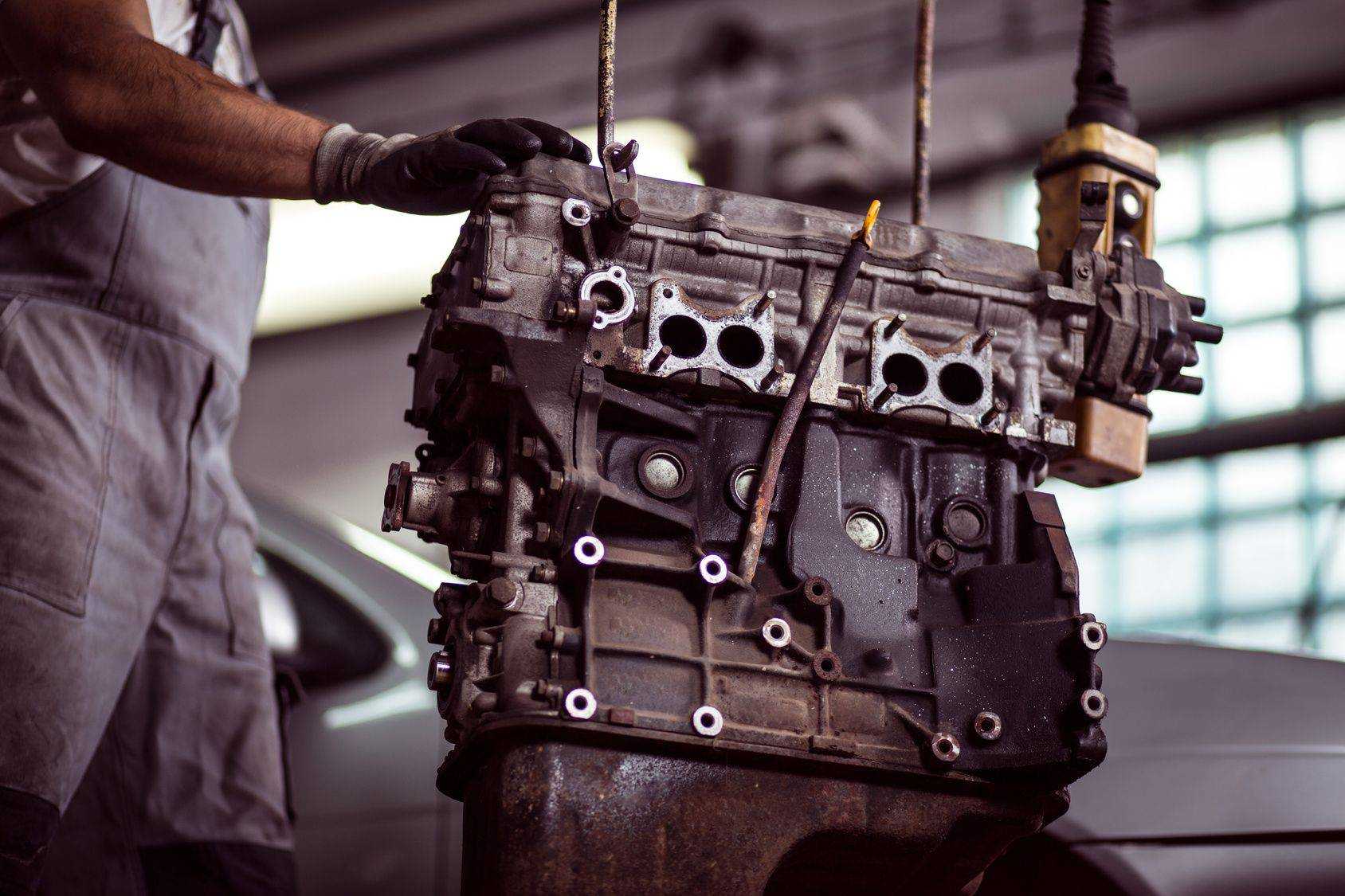
Демонтаж двигателя
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:
- Сначала, демонтируется АКБ и откручивается его полка.
- Далее, необходимо снять воздушный фильтр и карбюратор.
- Отсоединяем приемную трубу от выпускного коллектора.
- Выкручиваем свечи зажигания, снимаем провода и трамблер.
- Сливаем моторное масло.
- Отсоединяем топливную систему.
- Снимаем крыльчатку вентилятора.
- Демонтируем стартер и генератор, а также проводку, связанную с ними.
- Отсоединяем сцепление от коробки передач.
- Демонтируем корпус масляного фильтра.
- Снимаем радиатор и патрубки системы охлаждения.
- Демонтируем впускной и выпускной коллектор.
![]()
Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика неисправностей
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.